
Preventive Maintenance for Reamers, Accessories and Other Peripherals
From reamers or nozzle cleaning stations to wire cutters and anti-spatter sprayers, welding peripherals and accessories can contribute significantly to the success of a robotic welding operation. In addition to improving weld quality, they can also help companies maintain high levels of productivity.

Reamers, in particular, are most prevalent in automotive manufacturing, where uptime and quality are critical. This peripheral cleans the welding consumables — for example, welding nozzles and gas diffusers — free of spatter, and most automotive welding operations rely on the process after virtually every weld cycle. Other industries, such as heavy equipment manufacturing, also employ reamers and other peripherals in their robotic welding operations, as do some general manufacturers.
It’s not by chance that peripherals work the way they do. Like any equipment, caring for them with routine preventive maintenance (PM) is important to gaining optimal performance and longevity.
PM tips for reamers and accessories
A reamer requires regular attention since it operates frequently during the weld cycles. Its job is important though, as it performs essential welding nozzle cleaning that helps keep the robotic welding cell up and running and quality on par. With the PM for this equipment also comes PM for its associated accessories: the lubricator, cutter blades and anti-spatter sprayer. All require varying levels of PM activities — some daily, weekly, monthly or yearly.
Preventive Maintenance Checklist
In addition to inspecting the consumables for wear and replacing as needed, follow this PM routine on a daily basis:
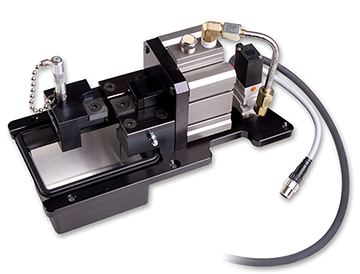
- Check that the consumables are aligned properly to the reamer. This helps ensure that the jaws of the reamer clamp the nozzle to the V-block correctly and that the consumables are lined up concentric and parallel to the cutter blade for optimal spatter cleaning.
- Clean the spindle cover shroud free of spatter and also clean the clamp jaw and V-block surfaces to gain proper nozzle alignment. Use a brush or compressed air. Look for any signs of wear on these components.
- Make sure the air lines connected to the reamer are free of frays, as leaks will prevent the reamer from receiving enough air to remove spatter properly. Look for any damage to the interface cable.
- Check the oil level in the lubricator reserve — the reamer motor depends on a consistent supply of oil. Also check the level of anti-spatter liquid in the anti-spatter sprayer. Fill as needed. An option to simplify PM of the anti-spatter sprayer is to employ a multi-feed system that allows 5- or 55-gallon drums of anti-spatter liquid to be connected to a manifold system to feed multiple sprayers on multiple reamers. This eliminates the need for daily reservoir fills.

On a weekly basis, continue to examine the integrity of the consumables and follow these guidelines:
- Inspect the cutter blades for dullness, clogging and possible breakage, replacing as necessary. Note the service life of cutter blades will vary based on the application.
- Again, check that the lubricator is working properly with the right level of oil, and clean or replace the filter as needed.
- Check the LEDs to ensure reamer and controller communication, and wipe the nozzle detect proximity sensors clean so they can function properly.
- Look over the spray head on the anti-spatter sprayer to be sure it is delivering a normal amount of liquid spray. Clean the head and adjust as necessary.
Monthly PM for reamers and accessories requires less steps but is more intensive. It may require scheduling a time off cycle to complete.
- Check that the belt tension lock screw and bolt are securely tightened.
- Examine the spindle unit for wear, replacing if necessary, and inspect the solenoids, spooling them to prevent leaks and to make sure they are operating properly.
Lastly, on an annual basis:
- Inspect the drive belt for signs of fraying and replace as necessary.
- Replace the spindle cap seal and repair any visible damage.
- Perform a complete cleanup of the reamer and anti-spatter sprayer.
While it may seem time-consuming to implement these PM measures, they can typically be completed during routine pauses in production. More intensive activities can be scheduled so as to prevent interruption to production. Ultimately, the PM is time well spent and can help protect the investment in the reamer and its accessories.
PM tips for wire cutters
Wire cutters are increasingly being used in automotive and other manufacturing operations. This equipment is integrated into a reamer configuration and used in conjunction with a wire brake on the robotic MIG gun. The wire brake prevents the welding wire from moving, while the wire cutter cuts it at a set distance. This allows for a consistent wire stickout so the robot can touch sense and track the joint before welding. The results are more accurate weld placement and smooth arc starting.
PM for wire cutters is relatively simple.
- On a daily basis, check the airlines and interface cable for leaks or frays. Be sure that the solenoid valve is providing air to the system.
- Weekly, check that the cutter blades are sharp enough to cut the wire. Look for signs of dullness, looseness or breaks. Replace as needed. Also empty the wire catcher basket.
- Quarterly, apply general purpose grease (NLGI Grade 1-1) through the grease fittings on the sides of the main body of the wire cutter. This helps lubricate the sliding surfaces of the equipment.
The value of peripherals
Peripherals like reamers with anti-spatter sprayers and wire cutters can help companies realize a greater return on their investment in a robotic welding system. They aid in high weld quality, minimize rework and help meet productivity goals. Train welding operators to follow recommended PM activities as a part of a routine care of the weld cell. The time and cost to care for them properly will be small in comparison to the improvements they can provide to the bottom line.
When MIG welding consumables aren’t properly installed or maintained, it can result in wire- feeding issues and weld quality problems. Troubleshooting and correcting these challenges can cost hundreds of dollars — and hours per day — in a manufacturing operation. As the industry faces a shortage of skilled welders and those entering the profession have less experience, it may be more common for welders to incorrectly install MIG gun consumables and liners. Consumables that simplify the installation process can help eliminate errors, reduce downtime for changeover and troubleshooting, and decrease costs. Learn how new consumables available in the marketplace can help address wire-feeding problems and the role they play in maximizing throughput and productivity. Not addressing poor consumable performance can result in, among other problems, lower-quality parts and expensive rework. Wire-feeding issues are some of the most common complaints in the welding industry. Often, improper trimming or installation of the MIG gun liner is the cause of these problems. As with other consumables, the MIG gun liner wears out over time and must be changed periodically. Typically, replacement liners are longer than necessary and must be trimmed appropriately for the style and length of the MIG gun. Trimming the liner to the proper length can be difficult. In some cases, the welder may change the liner without taking the time to complete the proper steps of installation or may not know the proper steps. This can result in a host of problems. A liner that is cut too short can lead to the issues a lot of welders experience: wire chatter, erratic arc and burnback. A too-long liner, which happens less frequently, results in a tight fit and can cause the wire to weave and curve as it feeds through the gun. If the operator continues to weld without diagnosing the cause of any of these problems, it may result in bad welds that require rework or result in scrap. It seems to be common in the industry that welders typically change the contact tip at the first sign of trouble with the welding gun, and this may help for a short-term fix. But if the liner is the root cause, the problem will repeat itself, leading the welder to use more tips than if a correctly trimmed liner was installed. This increases costs due to wasted consumables and downtime for changeover. In some operations, welders don’t install or trim liners. Instead, MIG guns are taken to a maintenance department whenever a liner must be changed. This adds downtime and costs and decreases throughput in the operation. Solutions that are designed to address liner trim length errors and poor wire feeding can reduce troubleshooting, downtime and rework — ultimately saving money. The AccuLock™ S consumables system from Bernard® take the guesswork out of liner trimming and installation in semi-automatic welding operations. The system offers an error-proof liner replacement process that eliminates measuring and incorrectly trimming liners. In contrast to most MIG gun liners that load from the back of the gun, AccuLock S liners load through the neck at the front of the gun. The liner is then locked and trimmed flush with the power pin at the back of the gun, which eliminates the need to measure. This design also eliminates doubt about proper liner length — and the time spent troubleshooting liner trimming issues — because operators can simply look at the back end of the gun to see that the liner is correctly trimmed and in place. With traditional MIG guns, welders can’t see if a liner is cut too short, since the end of the liner that’s been trimmed is hidden under the nozzle and gas diffuser. A welder would have to remove all the consumables to see the liner inside the gun. In addition, the system optimizes wire feeding because the liner is locked and concentrically aligned to both the contact tip and the power pin without the use of fasteners. Capturing the liner at both ends of the gun keeps the liner from extending and contracting based on gun position — and it allows for a flawless wire-feeding path. Typically, the longer the welding gun, the more the cable bends and twists. Even when a traditional liner is perfectly cut and installed, the liner gets pushed forward and back inside the gun as it’s used, since the liner is affixed at the back end of the gun but free floating at the front end of the gun. This liner movement can result in wire chatter and erratic arc. When the liner is affixed at both ends of the gun, as with the AccuLock S consumables system, welders are assured the liner won’t pull back, or push into the contact tip — allowing for smooth, uninterrupted delivery of the wire to the weld pool. And because the liner is concentrically aligned with the contact tip, it creates less mechanical wear on the tip’s interior diameter, possibly leading to longer life by reducing the risk of keyholing associated with misaligned liners and contact tips. Reducing keyholing also lessens the opportunity for an erratic arc, excessive spatter and burnback, all issues that shorten contact tip life. Additional features of the new consumables system also contribute to optimized MIG gun performance: Cool, connected contact tip: Sixty percent of the AccuLock contact tip is buried in the gas diffuser to protect it from heat damage. As the shielding gas flows through the gun, it cools the contact tip tail inside the gas diffuser, which helps reduce heat and wear. These features differ from traditional tips that screw onto the gas diffuser with little to no portion of the contact tip exposed directly to the shielding gas as it exits the diffuser to the arc. A tapered design of the consumables tightly locks the conductive parts together to minimize electrical resistance and further reduce heat buildup. Versatile nozzle: A patent-pending nozzle design allows operators to choose thread-on or slip-on — with the same nozzle part number. Typically, nozzles are either thread-on or slip-on style, a choice that often comes down to welder preference. A thread-on nozzle is locked in, while a slip-on nozzle can be adjusted to different heights and easily pulled off. With AccuLock S consumables, the same nozzle can be used as a slip-on or thread-on nozzle, and the change is determined by using a different diffuser. This allows operations to greatly simplify their consumables inventory and changeover, with fewer parts to manage. In addition, a steel retaining ring and friction lock on the diffuser help prevent the nozzle from unthreading or loosening when it’s threaded on. This also helps eliminate the potential for gas leaks at the back of the nozzle or insufficient gas coverage of the weld — a common occurrence when traditional thread-on nozzles loosen over time. Coarse threads: The AccuLock contact tip features coarse threads, making it less likely to become cross-threaded and also requires fewer turns to install or remove — speeding up tip replacement. One full turn disengages the contact tip from the diffuser. Significant time and money can be spent troubleshooting weld quality problems and wire- feeding issues, such as erratic arc, bird-nesting and burnback. In addition, many welding operations are dealing with increasing welder retirements and turnover, which can increase troubleshooting time associated with less experienced welders installing consumables. The AccuLock S consumables system is designed to eliminate liner trimming errors and optimize wire feeding to help operations reduce downtime, costs and rework — maximizing throughput and efficiency.
Every operation wants to avoid downtime, as well as the cost for troubleshooting problems in the robotic welding cell. But sometimes issues happen, whether it’s due to equipment failure or human error. Since most companies invest in welding automation to boost throughput and profitability, getting a robotic welding cell back online as quickly as possible is critical to production and the bottom line. The first things to consider are whether anything has changed in the welding process or with the equipment, or if the operator has recently reprogrammed the robot. In many cases, evaluating the most recently changed variable can help you pinpoint an issue’s cause. After that, analyzing some of the most frequent sources of trouble in the robotic weld cell can help you get to the root of the problem sooner. Consider these five common issues and ways to fix them. A: The material being welded and the parameters being used affect welding consumables’ longevity. But if it seems that nozzles, contact tips, diffusers or liners aren’t lasting their typical life or are performing poorly, there could be several causes. Check all connections between welding consumables and tighten them as needed. A loose connection increases electrical resistance and generates additional heat, which can shorten consumable life and cause poor performance. It’s especially important to ensure consumables are properly tightened when the application involves long welds or welds on thick materials, since any rework due to quality issues will cost more time and money in these cases. Common contact tips issues, such as burnback, are often caused by a too-short liner. Always follow the manufacturer’s instructions for liner trimming and installation, and use a liner gauge to confirm length when possible. Over time, debris and spatter buildup inside the liner can contribute to shortened contact tip life. It’s important to create a schedule for changing liners, just as you would for other consumables. If you’re frequently experiencing weld defects like porosity or lack of penetration, this can also stem from a consumables issue. Make sure the contact tip and nozzle are free of debris and replace them as needed. A: Erratic or poor wire feeding in robotic welding is a common issue that can ultimately result in poor weld quality. Poor wire feeding can have many causes. Cutting a liner too short is particularly problematic when robotic welding with smaller diameter wires, which have less column strength. Extreme articulation of the robotic MIG gun can also lead to poor wire feeding. Program the robotic MIG gun cable to stay as straight as possible. The robot may not weld quite as fast, but proper gun orientation helps minimize downtime for feeding problems. Excessive conduit length and multiple bends or junctions can cause poor wire feeding as well. With the drive rolls open, you should be able to pull the wire through the contact tip by hand with minimal effort. If you need to pull with two hands or put your bodyweight into the process, that indicates interference with the wire path between the wire drum and the contact tip. Check for bends tighter than 90 degrees, multiple junctions between sections of conduit or worn conduit sections that can increase drag on the wire. Ideally, the conduit between the drum and the wire feeder should be less than 20 feet, with no junctions or tight bends. Improper drive roll selection and tension setting can also lead to poor wire feeding. Consider the size and type of wire being used and match that to the drive rolls. Inspect drive rolls for signs of wear and replace them as necessary. A: Whether you have a through-arm robotic welding system, where the cable is routed through the robotic arm, or a standard over-the-arm robotic welding system, premature power cable failure can happen. A power cable that becomes kinked or worn can fail and short-out against the robot casting, leading to costly repairs. To help prevent premature cable wear, consider the programmed path of the robot as well as the power cable’s length. If the robot’s movements cause the cable to bunch up or kink, it can cause the power cable to fail. If the power cable rubs against tooling or catches on components during the programmed cycle, this can also cause premature failure. A: In robotic welding, TCP refers to the location of the end of the welding wire with respect to the end of the robot arm. If you are experiencing inconsistent welds or welds that are off-location, this may stem from a problem with TCP. If the robotic MIG gun neck is bent or damaged during a collision in the weld cell, this can result in TCP issues. Use a neck-checking fixture or neck alignment tool to help ensure proper angle of the neck bend. Also, be sure the neck and consumables are installed and torqued properly. Failure to do so may affect TCP. However, a problem with off-location welds isn’t always caused by TCP issues. Improper fixturing or part variations may also be the root cause. If a TCP check using the robotic program turns up with no issues, a part or position variation is the likely culprit. A: Companies often implement peripherals, such as reamers or nozzle cleaning stations, to optimize robotic welding performance and get more life out of consumables. But a problem with the reamer can cause spatter buildup on the consumables. Reamers can perform poorly for three common reasons: Problems in the robotic welding cell can be as simple as a loose contact tip or more complex like incorrect TCP. Understanding the steps for proper troubleshooting helps narrow down potential causes and can prevent replacement of components that don’t need replacing — so the operation can save money and quickly get back to producing quality parts. Learn more from the Tregaskiss Troubleshooting Guide.
Taylor Machine Works Inc. has spent over 90 years building a reputation by engineering and producing exactly what its customers need. The company manufactures more than 85 models of powered industrial trucks, including forklifts and material handling equipment for a range of industries. “We manufactured roughly 750 pieces of rolling stock last year and 40 percent to 50 percent of that is highly customized,” said Matt Hillyer, director of engineering for Taylor, based in Louisville, Mississippi. “Our job is to build products that answer the customer’s needs.” Taylor’s “Big Red” forklifts, featuring the company’s distinctive “Big Red” logo, can handle material weighing up to 125,000 pounds — everything from palleted goods and empty shipping containers in waterfront shipyards to equipment encountering brutal hot and cold environments. Many of Taylor’s customers are small operations with from one to three pieces of equipment. Just one piece going out of service reduces production capacity by a large percentage. “Having high durability, high return on investment and low cost of ownership, those are all very imperative to our customers to make them successful,” said Hillyer. “It’s important for us not only to make custom products that are advanced in technology or state-of-the-art, but we also have to make products that are very simple, easy to work on and have lots of uptime. That’s what our customers are looking for.” Taylor employs some of the best welders in the business to meet those customer demands, but even great welders can’t overcome their tools’ limitations. When Taylor decided to try Bernard® semi-automatic MIG guns and Centerfire™ consumables, they discovered their talented team could take productivity up a few notches —and still gain the best quality. Making the change “Before we changed to Bernard welding products, we didn’t really know we were having a problem,” said Steve Nazary, quality assurance supervisor at Taylor. “When we started using Bernard [MIG guns and consumables], we found that they were much easier and more economical to use for our process.” Bernard semi-automatic MIG guns at 400, 500 and 600 amperages delivered more business benefits. Savings on service repair. “We can replace the liners, the tips, the nozzles” Nazary explained. “You can replace everything on a Bernard gun instead of throwing it away and buying a new one.” The previous guns Taylor used could not be repaired and components weren’t replaceable, resulting in increased costs for new purchases for their large manufacturing operation. Productivity-boosting ergonomics. “The Bernard MIG guns have a better handle on them,” Nazary said. “It fits your hand better. It has an easier trigger to pull. It doesn’t get as hot as the guns we were using before. We were using some handles before that got so hot, you couldn’t hold them anymore.” “Those twisty necks, as I call them, we can loosen them and change the angle to get in harder places. And you can reset them back straight, turn them on any angle. The employees love them.” Easier-to-use rotatable necks. Guns with multiple neck position options that are all easy to adjust let Taylor welders operate comfortably and precisely in more situations. Rather than turning the entire gun to get the right position to reach a weld joint, welders simply adjust just the neck of the gun to a better angle. Nazary added that it’s also easy to change necks on the Bernard MIG Guns to reach into tighter spaces. “We have multiple necks and they only take two or three seconds to swap them out,” he said. Centerfire™ consumables also proved to last much longer than products Taylor had used previously, reducing the need to change contact tips from multiple times per day to just once a day, on average. These consumables feature a non-threaded contact tip that is tapered at the base to seat easily in the gas diffuser. The result is better heat dissipation and a longer life. Plus, they are quick to change over. “We can change the Centerfire consumables with ease. We don’t have to have tools. You just twist the nozzle off, pull it off and pop another contact tip in and twist the nozzle back on,” said Nazary. Centerfire consumables also provide better gas flow for better welds and less rework. “With the other consumables that we were using, you would get different gas flows,” said Nazary. “With the Bernard products, we have consistent flow all the time.” “It’s absolutely imperative to make our products successful for the customer,” said Hillyer. “We also look to our suppliers, like Bernard to provide us with the best technology. They help us incorporate the right technology to make sure that we do have the most durable truck on the market.”
Implementing robotic welding can significantly improve a manufacturing operation’s productivity and weld quality, but what are the robotic welding basics you should know to be successful? From choosing the right welding wire to establishing proper tool center point (TCP), many variables play a role in optimizing robotic welding cells to produce the best results. Shaving even a few seconds from each weld cycle can save time and money. Minimizing the unplanned downtime for adjustments or repairs in the weld cell can also have a substantial impact on your bottom line. Success with robotic welding requires a well-researched plan. The more planning done upfront, the less time and money you could spend later making fixes and process improvements. Learning some basic tips for setting up a robotic weld cell can help to establish a repeatable and consistent process — so your operation can produce quality welds, reduce rework and maximize its investment. Proper weld settings for the application are based on factors including wire size and material thickness. Some welding power sources offer technology that allows welders to simply input the wire size and material thickness, and the machine will suggest recommended parameters for the application. Without this technology, finding the correct parameters can involve a bit of trial and error. Sometimes the robot manufacturer, welding power source manufacturer or system integrator can assist in choosing and testing specific materials to provide a starting point for the proper welding parameters. Utilize the experience of these partners to help you arrive at the best starting point and be prepared for the future. The choice of filler metal for a robotic welding system can significantly impact productivity, weld quality and the overall investment. Selecting the right wire for a robotic application is typically based on the material type and thickness, as well as the expected outcomes for the welded part. Welding equipment and filler metal manufacturers often offer charts to help you match a welding wire to your process needs. While solid wire has been the industry standard in robotic welding for many years, metal-cored wire is an alternative that can offer productivity and quality improvements in some applications, particularly in the manufacture of heavy equipment and automotive exhaust, chassis and wheels. However, be aware that each wire type offers pros and cons for certain applications, so it’s important to research the type that is best suited to your application. Robotic welding guns and consumables, including the nozzle, contact tip and gas diffuser, have a huge impact on performance in a robotic weld cell. The right combination can reduce unplanned downtime and improve overall efficiency of the cell. Be sure the welding gun is rated with enough duty cycle and amperage for the application. To avoid excessive wear and premature failure, the gun should not rub against any part of the system or another robot in applications where multiple robots are being used on the same tooling. Robotic welding systems typically operate at higher duty cycles than semi-automatic welding applications, and they may utilize transfer modes that are especially harsh on consumables. Consider using heavy-duty consumables that are more heat-resistant than standard-duty consumables. Chrome zirconium contact tips or tips specifically designed for pulsed welding processes are good options. In addition, ensure all consumables are properly installed and tightened. Improper or loose connections produce more electrical resistance and heat that causes faster consumable wear with premature failures. Another common failure in robotic welding is improper liner installation. Always follow the manufacturer’s directions for liner installation and cut length. A liner that is cut too short can cause premature failures of other consumables in the system. Make sure there is good cable grounding in the weld cell to help prevent potential problems as the cell ages. There are two cables running from the welding power source; one is attached to the wire feeder and the other is grounded to the tooling. Often, these cables are long and run from the shop floor to an elevated platform or through wire trays. The section of cable running up the robot or running to a positioner will constantly move — causing greater wear over time. Using a junction with high-flex ground cable at the base of the robot or the workpiece can save time and money in downtime and repair. With this solution, there is only a 6-foot section of cable to replace when it wears out, rather than replacing possibly 50 feet or more of ground cable that runs all the way back to the power source. However, keep in mind you should have as few breaks or junctions in the grounding cable as possible to maintain a better electrical connection. When mounting a ground cable to the welding workpiece, it can be helpful to use copper anti-seize lubricant, sometimes referred to as copper slop. This supports the transfer of electrical current and helps prevent the mounting point from fusing together or deteriorating over time. The lubricant can be useful in all areas where there may be grounding current running through pins or any other semi-permanent contact points. Proper cable management for the guns can also greatly extend cable life. The more any cable bends and flexes, the more wear and tear will occur — ultimately shortening cable life due to high heat and resistance. Work to minimize cable bending and flexing in your robotic process and tooling design. For repeatable and consistent weld quality, it’s critical to establish and maintain proper TCP. Welding operations can set their own standards for the acceptable amount of TCP drift, depending on the application and type of weld being made. When considering the tolerance of TCP variation, an acceptable starting point can be half the thickness of the wire diameter. Many robotic systems today can use touch-sensing features to monitor TCP and determine how far it has moved from the original programmed settings. If a gun is determined to be out of the acceptable TCP range, the gun neck can be removed and recalibrated offline to factory specifications with a neck straightening fixture. Some systems also provide the capability to adjust TCP automatically with the robot. A third option is to leave the gun in place and adjust the robot teaching to accommodate the modified TCP. This is the most time-consuming solution and, therefore, often not acceptable for the manufacturing operation. It also requires the need to reprogram the robot if new factory specifications for TCP or a new neck are ever put into place — which is why this method is typically the last resort. Set a schedule or standard for checking TCP, whether it’s every weld cycle, once a shift or even every time the torch goes through a reamer cycle. The length of time between checks is a matter of preference and weighing your priorities. It can be time-consuming to check every weld cycle, but this can save money in lost scrap and rework if a problem is found before welding occurs. The initial programming of the robot’s welding path can also involve much trial and error. When programming the path, consider the application, material type, welding process being used and gap size that must be filled. The weld quality and amount of spatter created are also impacted by the travel angle and whether it’s a pull or push weld. It can take time to dial in the correct path to achieve the desired quality. After setting the home positions in the robotic program, it’s recommended to have the robot move to perch points or ready-to-enter points that are safely away from any potential collision points, so the system can move quickly with air cut moves to and from these points. When programming the robot to move to a weld, it’s common to set the approach point just above the weld start location. Have the robot approach the start location at a slower and safer speed with the arc on. This approach position provides a good lead-in and typically won’t require adjustment unless the weld is relocated. Some robotic welding systems include technology that aids in setting the initial robot path. The robot’s welding location can play a role in premature failure of the gun. If the robot is welding with a lot of flex in the gun at a tight angle, this can cause it to fail much faster. Minimizing robot axes five and six during welding can help extend gun life by reducing wear. Proper part fit-up in the upstream process is critical to consistent weld quality and robot path programming. Inconsistent fit-up or large gaps between the parts lead to weld quality issues such as burn-through, poor penetration, porosity and others — resulting in additional unplanned downtime to deal with these problems. Large gaps between the parts may also require double weld passes, adding to cycle times. From wire and consumable selection to proper cable management and TCP, many variables play a role in weld quality and ultimately, the success of your robotic welding system. Careful planning at the start of the process and continued monitoring of these key factors helps optimize performance — so you can get the most from your robotic welding investment.
MIG welding, like any other process, takes practice to refine your skills. For those newer to it, building some basic knowledge can take your MIG welding operation to the next level. Or if you’ve been welding for a while, it never hurts to have a refresher. Consider these frequently asked questions, along with their answers, as welding tips to guide you. The welding wire size and type determines the drive roll to obtain smooth, consistent wire feeding. There are three common choices: V-knurled, U-groove and V-groove. Pair gas- or self-shielded wires with V-knurled drive rolls. These welding wires are soft due to their tubular design; the teeth on the drive rolls grab the wire and pushes it through the feeder drive. Use U-groove drive rolls for feeding aluminum welding wire. The shape of these drive rolls prevents marring of this soft wire. V-groove drive rolls are the best choice for solid wire. To set the drive roll tension, first release the drive rolls. Slowly increase the tension while feeding the wire into your gloved hand. Continue until the tension is one half-turn past wire slippage. During the process, keep the gun as straight as possible to avoid kinking the cable, which could lead to poor wire feeding. MIG welding wires vary in their characteristics and welding parameters. Always check the wire’s spec or data sheet to determine what amperage, voltage and wire feed speed the filler metal manufacturer recommends. Spec sheets are typically shipped with the welding wire, or you can download them from the filler metal manufacturer’s website. These sheets also provide shielding gas requirements, as well as contact-to-work distance (CTWD) and welding wire extension or stickout recommendations. Stickout is especially important to gaining optimal results. Too long of a stickout creates a colder weld, drops the amperage and reduces joint penetration. A shorter stickout usually provides a more stable arc and better low-voltage penetration. As a rule of thumb, the best stickout length is the shortest one allowed for the application. Proper welding wire storage and handling is also critical to good MIG welding results. Keep the spool in a dry area, as moisture can damage the wire and potentially lead to hydrogen-induced cracking. Use gloves when handling the wire to protect it from moisture or dirt from your hands. If the wire is on the wire feeder, but not in use, cover the spool or remove it and place it in a clean plastic bag. Contact tip recess, or the position of the contact tip within the MIG welding nozzle, depends on the welding mode, welding wire, application and shielding gas you are using. Generally, as the current increases, the contact tip recess should also increase. Here are some recommendations. A 1/8- or 1/4-inch recess works well for welding at greater than 200 amps in spray or high-current pulse welding, when using a metal-cored wire and argon-rich shielding gases. You can use a wire stickout of 1/2 to 3/4 inches in these scenarios. Keep your contact tip flush with the nozzle when welding less than 200 amps in short circuit or low-current pulse modes. A 1/4- to 1/2-inch wire stickout is recommended. At 1/4-inch stick out in short circuit, specifically, allows you to weld on thinner materials with less risk of burn-through or warping. When welding hard-to-reach joints and at less than 200 amps, you can extend the contact tip 1/8 inch from the nozzle and use a 1/4-inch stickout. This configuration allows greater access to difficult-to-access joints, and works well for short circuit or low-current pulse modes. Remember, proper recess is key to reducing the opportunity for porosity, insufficient penetration and burn-through and to minimizing spatter. The shielding gas you choose depends on the wire and the application. CO2 provides good penetration when welding thicker materials, and you can use it on thinner materials since it tends to run cooler, which decreases the risk of burn-through. For even more weld penetration and high productivity, use a 75 percent argon/25 percent CO2 gas mix. This combination also produces less spatter than CO2 so there is less post-weld cleanup. Use 100 percent CO2 shielding gas or a 75 percent CO2/25 percent argon mix in combination with a carbon steel solid wire. Aluminum welding wire requires argon shielding gas, while stainless steel wire works best with a tri-mix of helium, argon and CO2. Always reference the wire’s spec sheet for recommendations. For all positions, it is best to keep the welding wire directed toward the leading edge of the weld puddle. If you are welding out of position (vertical, horizontal or overhead), keeping the weld puddle small provides the best control. Also use the smallest wire diameter that will still fill the weld joint sufficiently. You can gauge heat input and travel speed by the weld bead produced and adjust accordingly to gain better control and better results. For example, if you produce a weld bead that is too tall and skinny, it indicates that the heat input is too low and/or your travel speed is too fast. A flat, wide bead suggests too high of heat input and/or too slow of travel speeds. Adjust your parameters and technique accordingly to achieve the ideal weld, which has a slight crown that just touches the metal around it. These answers to frequently asked questions only touch on a few of the best practices for MIG welding. Always follow your welding procedures to gain optimal results. Also, many welding equipment and wire manufacturers have technical support numbers to contact with questions. They can serve as an excellent resource for you.
For structural applications, some contractors have made the switch from stick welding to self-shielded flux-cored welding to increase productivity and give themselves a competitive edge. Self-shielded flux-cored welding offers much greater travel speeds and deposition rates compared to stick welding, while also eliminating the frequent stopping and starting required to change out stick electrodes. For contractors considering this conversion, there are some key factors to keep in mind to help choose the right self-shielded flux-cored welding gun for the job — and to use and maintain it properly. Gun options such as heat shields, configurable necks and adjustable cable lengths can help improve weld quality, efficiency and operator comfort in self-shielded flux-cored applications. Self-shielded flux-cored welding is becoming more common on jobsites for several reasons. In addition to the greater productivity and deposition rates of the process, it also doesn’t require a shielding gas to protect the weld pool, eliminating the hassle and cost of buying and storing gas containers on the jobsite. Not using shielding gas also eliminates the need to set up tents or wind shields to protect the weld from the elements and the need to use specialty nozzles to control gas flow as is common with a gas-shielded flux-cored process. Some training may be required for welders who are used to the stick process. The different ergonomics of the self-shielded flux-cored gun compared to the stick electrode holder require approaching the weld from different angles and using different travel angles and pressure. When stick welding, the operator typically begins with the electrode (and therefore his or her body) farther from the weld. As the rod shortens during welding, the welder gets physically closer to the weld, applying pressure to the stick electrode as it melts into the weld pool. In self-shielded flux-cored welding, the welder stays in the same spot, maintaining a consistent distance between the contact tip and the weld pool. The proper contact-tip-to-work distance depends on the application, but at least 1/2 inch is a good rule of thumb. Self-shielded flux-cored welding can be prone to slag inclusions if proper technique isn’t followed. Regularly inspect the contact tip to ensure it’s free from spatter and debris buildup, which helps ensure smooth wire feeding. Properly clean the weld between passes. Welding guns for self-shielded flux-cored applications are available in various configurations. Choosing the right gun can help contractors tailor it to their specific needs and applications. Consider these features: Heat shield: One of the most common features on self-shielded flux-cored welding guns is a hand guard or heat shield, which is available in different sizes. In applications that require access to a corner joint, choosing a smaller guard increases maneuverability and provides more access. When welders need to run at a higher voltage and deposit more filler metal into the weld, using a larger guard helps deflect the higher heat. Neck lengths and bends: Gun necks are available in varying lengths and bend angles. A slimmer neck provides a better view of the weld pool and improved access to tight areas, for example. A shorter neck typically provides more control compared to a longer neck. Lightweight, rotatable necks can also reduce operator fatigue and improve weld visibility. Replaceable or fixed cable liner: Some self-shielded flux-cored gun models are available with either a replaceable cable liner or a fixed cable liner. A replaceable cable liner provides benefits in harsh and demanding environments, since self-shielded flux-cored welding can be hard on equipment and consumables. Replaceable power cable liners provide quick and easy cable maintenance and can extend product life since welders can change out components that experience high levels of wear. In addition, choosing a replaceable cable liner with internal trigger leads means there is no external trigger cord that can catch on surrounding objects. Conversely, fixed cable liners tend to be larger, which can be an issue when welding in corners or tight spaces. Dual schedule switch: A self-shielded flux-cored gun with an optional dual schedule switch allows for wire speed adjustment while welding. In some guns, this switch is integrated into the handle to keep it protected from spatter. The ability to toggle between weld parameters easily — without having to stop welding and change settings — saves time and improves productivity. There are ways to extend the life of the gun and consumables. The necessary frequency of gun and consumable maintenance depends on the application and the welding environment. Conduct routine checks to ensure front-end consumables are in good shape and all connections are tight. This helps keep heat resistance low and ensures proper electrical conductivity so the gun and consumables last longer. Consider using a rotatable gun neck with a collet-style connection, which makes it easier to drop the neck in and tighten it. Consumables that use compression fittings also provide more efficient energy transfer and less overheating to help extend product life. Be sure to keep the contact tip clear of spatter buildup and inspect the tip for signs of wear or keyholing, and also inspect the cable for any damage or nicks. While the self-shielded flux-cored process is capable of welding material with dirt, oil or mill scale, remember that better surface preparation delivers better results in any welding application. Properly cleaning the base material will help produce better welds. Because flux-cored welding produces a slag and spatter, there is also a need to remove the slag between passes and for post-weld cleaning. Be aware that travel angles beyond 20 or 25 degrees can increase spatter and arc instability. With flux-cored welding, it’s recommended to use a drag technique with a travel angle of 5 to 15 degrees. As more contractors look for ways to increase productivity and efficiency on the jobsite, the use of self-shielded flux-cored welding grows. Choosing a welding wire designed to improve a weld’s chemical composition or deposition rates can provide even more benefits. The self-shielded flux-cored process can be a good alternative to stick welding in many outdoor applications that boosts productivity and reduces costs.
Is your robotic welding operation costing time and money for problems like burnbacks, premature contact tip wear, loss of tool center point (TCP) or other issues? These common failures in robotic welding can be costly, resulting in downtime and unplanned part replacement. Even issues that seem minor, such as the wire sticking to the contact tip and forcing tip replacement, can cost thousands of dollars per day when you consider lost consumables, cell downtime and labor costs for changeover. Beyond the time and money spent on minor issues, there’s also the risk of catastrophic failure that could short out the robot or damage system electronics — potentially costing tens of thousands of dollars. Avoiding common failures is often a matter of proper weld cell setup and robot maintenance, in addition to following some best practices for consumable installation. Operator training is also critical in preventing common failures in robotic welding. One of the most common failures in a robotic weld cell is burnback and premature contact tip wear. The top cause of burnback is an improperly trimmed gun liner. When a liner is too short, it won’t seat in the retaining head properly, causing burnback. To avoid this problem, follow the manufacturer’s recommendations for proper liner trimming. It’s also helpful to choose a high-quality liner designed for accurate liner trimming and installation. Burnback is one cause of premature contact tip wear, but wear can also result from other factors. Using low-quality wire with a lot of cast can be another cause, as it quickly wears out the contact tip compared to using a better-quality, straighter wire. Drive rolls that are too tight can also cause wire cast issues that wear the contact tip faster. Improper welding parameters — such as welding too hot or too cold — can also wear contact tips prematurely and force more frequent changeout. Adjust parameters accordingly to minimize this problem. The main cause of broken cutter blades in robotic welding is incorrect positioning or too much angle of the robotic MIG gun nozzle as it enters the reamer for cleaning. For example, if the depth of the Z axis is too deep, the torch will go in too far and may cause the reamer blades to break. To prevent this, the nozzle should be concentric to the cutting blade. Use an angle finder app on your smartphone or tablet to ensure the positioning is straight up and down on the X and Y positions. Also, be sure the insertion depth on the nozzle goes past the gas holes on the diffuser. Drag marks on the diffuser or contact tip are signs of wear that mean the nozzle is not concentric to the reamer blade. Proper setup and positioning also helps ensure consistent coverage of anti-spatter spray on the nozzle. Broken cutter blades can also result from excessive spatter in the nozzle, which can be caused by poor spraying setup, incorrect weld parameters or incorrect torch angle. Spatter sticks to spatter and as the buildup grows, it can break the cutter blade as it tries to enter the nozzle. Keep in mind that you may need to ream and spray more frequently depending on the application and the material being welded to avoid some of these issues. Problems with the contact tip, nozzle, reamer and excessive spatter can also result when there is poor grounding in the weld cell. Regularly inspect all cables for damage and be sure the ground cables are securely connected. When TCP is lost in a robotic weld cell, one common cause is improperly installed consumables. A cross-threaded consumable will angle the contact tip where it meets the retaining head, causing the tip to bend and disrupting TCP. Be sure to tighten consumables to the manufacturer’s torque specifications. The general rule of thumb is one quarter turn past finger tight. A worn clutch can also cause loss of TCP. The clutch system helps prevent damage to the robot or gooseneck during tooling collisions. After repeated incidents, the clutch may allow a few degrees of movement in either direction, which throws off TCP. Consider using a neck inspection fixture, which tests and adjusts the tolerance of a robotic MIG gun’s neck to the TCP so you can readjust it after an impact or after bending due to routine maintenance. In a robotic weld cell, the disc functions as a buffer between the mount and the robot arm. It’s designed to be sacrificial; if the torch, mount or robot arm collide, the disc will absorb the bulk of the impact. However, the disc can be broken when it’s hit hard enough by the neck or torch mount, so replace it if damaged. Set the robot path correctly to avoid neck collisions. Overtightening the screws can also break or crack the disc and cause it to fail. Discs have torque specifications from the manufacturer. Use those specifications to prevent overtightening and reduce the risk of cracking. The specification sheet also describes the order in which the screws on the disc should be tightened. Robotic weld cell failures can also be caused by programming errors. If the robot’s path to the tooling is programmed incorrectly, the arm can come into contact with the tooling or the weld cell wall. The torch rubbing on the cell wall can create holes in the cable. In addition, if the neck frequently hits the tooling, this can bend the neck or cause the disc to break. To prevent these issues, program the robot so the arm is clear of the tooling and doesn’t encounter the tooling or the wall. Preventive maintenance is key to keeping a robotic welding system and its components performing optimally — and extending consumable life. Regularly check all cables to make sure they are secure, free of damage and not rubbing anything. Establish and follow a schedule for liner changeover. The required frequency of liner changeover depends on what type of filler metal is being used, what material is being welded and shop conditions. A shop that is very dusty means liners will clog faster, for example. Consult the manufacturer’s maintenance recommendations and follow a preventive maintenance checklist to ensure all the system’s components and parts remain in good working order. Using high-quality robotic MIG guns and consumables also helps prevent problems that can arise in the weld cell. Taking steps to avoid common failures in the robotic weld cell allows your operation to improve productivity, reduce consumable costs and ensure consistent part quality.
When using anti-spatter liquid in a robotic weld cell, there are steps you can take to optimize the application of the spray. The addition of an anti-spatter sprayer to a nozzle cleaning station helps ensure delivery of consistent amounts of anti-spatter liquid, leading to longer consumable life, better weld quality and higher productivity. You can also add an anti-spatter multi-feed system to help lower costs, minimize downtime and increase safety. These systems eliminate the need to refill spray reservoirs frequently by feeding up to 10 reamers from a single 5- or 55-gallon drum of anti-spatter liquid. Position the robotic MIG Gun and front-end consumables correctly. Aligning these in the right location for the ream cycle and anti-spatter liquid application helps apply the liquid uniformly. Always follow the manufacturer’s instructions for proper setup based on the nozzle bore size. If the sprayer is too far away from the nozzle, it will not provide adequate coverage to prevent spatter buildup. If the nozzle and sprayer are too close, too much spray may saturate the nozzle insulator, which can lead to premature failure. Spray for about a half-second. If you need to spray longer, it usually means the sprayer is too far away. Never spray the liquid for three or more seconds, as it can harm the consumables, cause residue buildup in the weld cell (and with it slippery surfaces) and may damage power sources by adversely affecting the electrical circuits. Use a spray containment unit. This 3- to 4-inch unit fits over the spray head on the anti-spatter liquid sprayer to capture excess anti-spatter liquid. After the spatter has been cleared from the nozzle during the reaming cycle, the nozzle docks on the spray containment unit. An opening at the top of the cylinder allows the anti-spatter liquid to spray onto the nozzle while an O-ring seals the nozzle in place; only the outside edge and inside of the nozzle are sprayed. To care for a spray containment unit, routinely remove any spatter or debris from the bottom and clear the screen or filter inside the unit of contaminants using clean, compressed air.
Having the right products for your welding application impacts quality and productivity. Anti-spatter liquid is no exception. When selecting an anti-spatter liquid for a robotic welding application, be certain that it offers the following attributes: • Uniform coverage to protect the entire nozzle A water-soluble compound, like Tregaskiss® TOUGH GARD® anti-spatter liquid, is a popular option. This liquid is non-toxic and eco-friendly, helping companies to improve employee safety and provide a cleaner work environment. Oil-based anti-spatter liquid is also available in the marketplace, but is generally less desirable to use because it is more difficult to clean up if it settles on fixtures or other parts in the weld cell. Oil-based anti-spatter liquid is not always compatible with all nozzle cleaning stations, and it can clog this equipment. Even though the more popular water-based anti-spatter compound is non-toxic, you should always take care when handling and using it. This article is the second in a three-part series focused on the use and benefits of anti-spatter liquid. Read article one, Spatter in Welding: Should You Consider Anti-Spatter Liquid? and article three, Anti-Spatter Sprayer: How to See the Best Results
Are you losing money and arc-on time for excessive contact tip changeovers? Anti-spatter liquid may be an option to help. This compound protects the front-end consumables on your robotic MIG gun from spatter accumulation, reducing downtime for tip replacements and helping to prevent shielding gas flow restrictions that could lead to porosity. This liquid also: • Prolongs the life of the nozzle, contact tips and gas diffuser Although it resembles water in its consistency, anti-spatter liquid (when applied correctly and in the appropriate volume) will not drip like water. Rather, it creates a barrier between the nozzle and any spatter generated during the welding process. The spatter easily falls off when the nozzle cleaning station or reamer performs the reaming cycle, leaving the nozzle and other front-end consumables clean. Note, you must reapply the compound frequently to help maintain that barrier. Constant-voltage (CV) applications and those utilizing solid wire and/or the welding of galvanized steel tend to produce high levels of spatter and often benefit the most from the use of anti-spatter liquid. Anti-spatter liquid also benefits high-volume, high-production operations where the goal is to minimize potential weld quality issues, extend consumable life and reduce downtime. Its application can easily be programmed so that it is sprayed onto the consumables after each ream cycle, during routine pauses in production for part changeover. Learn about TOUGH GARD® anti-spatter liquid. This article is the first in a three-part series focused on the use and benefits of anti-spatter liquid. Read article two, How to Select and Use Anti-Spatter Liquid, and article three, Anti-Spatter Sprayer: How to See the Best Results.
Optimizing the robotic weld cell helps improve productivity, allowing a manufacturing facility to save time and money. It can be especially beneficial in applications that use pulsed gas metal arc welding (GMAW-P), a process that results in rapid wear to the welding gun’s front-end consumables. While the choice of contact tip for the GMAW gun may seem like a small factor in the entire operation, consider how much time it takes for an operator to enter the weld cell and change the contact tip — and how many times per day the tip is changed in most robotic welding operations. For example, copper contact tips are changed on average four times per shift. In a three-shift operation averaging 10 minutes per tip change, that equates to spending two hours per day changing contact tips. What else could a welding operator be doing with this time to create value in the manufacturing operation? There are contact tip innovations that help significantly reduce the downtime spent on changeover — time that can be spent on other tasks in the operation, such as increasing production up-time. In addition, when the operator spends less time in the weld cell, it reduces the potential of health and safety incidents and the possibility of weld quality issues through altering weld settings and parameters such as tool center point. For these reasons, it’s important to consider the total cost of ownership when selecting the right contact tip for a robotic welding operation. As more manufacturing applications use thinner, lighter and more corrosion-resistant materials to meet industry demands, this increases the use of GMAW-P processes, which offer benefits for welding thin-gauge materials. Pulsed waveform technology continues to develop, offering faster travel speeds, reduced spatter levels and high weld quality in many robotic applications. However, pulsed processes typically require a higher frequency of contact tip changeover due to the energy of the process. Faster contact tip deterioration is caused by peaks in pulse waveforms where the energy/heat is five times greater than in traditional constant voltage (CV) GMAW. Because of this, arc erosion is a common failure for contact tips in GMAW-P. Contact tip failure increases an operation’s costs, due to the increased frequency of downtime related to tip changeover. A new contact tip design has resulted in tips with improved resistance to arc erosion that last much longer in pulsed welding. Contact tips made from copper or copper chrome zirconium are commonly used in many welding applications. However, adoption of a GMAW-P process can double contact tip replacement frequency and related downtime when using copper or chrome zirconium tips. A new innovative technology on the market today can significantly extend the time between contact tip changeover, thanks to a combination of proprietary materials and tip design. HDP contact tips from Tregaskiss last more than 10 times longer than copper or chrome zirconium tips, allowing operations to go from changing contact tips two to four times each shift to only changing the tips once every third shift or longer. HDP contact tips are engineered to resist wear better than other materials and designs previously used for contact tips, providing increased resistance to arc erosion in pulsed welding, as well as spray transfer and CV GMAW. The precise fit between the tip and the wire also results in good arc stability to help produce high-quality welds, and because the degradation of welding current from the power source to the contact tip is reduced, it provides a truer representation of the pulsed waveform program. The tips currently come in .035, .040 and .045 sizes and can be used with standard nozzles and TOUGH LOCK® retaining heads as well as with air-cooled guns or water-cooled guns. HDP contact tips can be used with Tregaskiss guns, as well as guns from other MIG welding gun manufacturers. Because the tip bore is sized so tightly to the welding wire, it’s best to use the HDP Contact Tip with good-quality welding wire that has a large cast. A high-quality wire typically has a consistent wire diameter, which promotes better feeding and optimized performance. Typically, operations conduct contact tip changeovers on a preventive maintenance schedule to avoid unplanned downtime in the manufacturing process. The necessary frequency of contact tip changeover varies based on many factors including application, wire type and quality, waveform and base material. Many robotic welding operations have 100 welding arcs or more and run three shifts per day. In robotic welding operations, copper tips are changed on average four times per shift — or 12 times per day. Chrome zirconium tips are changed about half as often, or six times per day. A scheduled contact tip change typically takes 10 to 15 minutes to complete. Compare this to real-world results from several manufacturing operations using HDP contact tips. For example, one manufacturing operation converted to HDP contact tips in a solid wire GMAW-P application. The operation produces 600 parts per shift, and the previous chrome zirconium contact tip required changeover every 60 to 80 parts — or about 10 times per shift. In the company’s trial, one HDP contact tip was still running after 2,500 parts under the same parameters. Another manufacturing operation running a standard GMAW process tried HDP contact tips on a line of 18 robots. Where previous contact tip usage for the operation was 216 per day — or about 1,500 tips per week — one HDP contact tip lasted an entire week on each cell, totaling 18 tips per week. In addition to the significant productivity gains the new contact tip design provides, there are other benefits for arc stability, productivity and operator safety. Reduced frequency in contact tip changeover not only increases throughput while saving time and money due to downtime, it also reduces the risk of safety incidents, since every time an operator enters the weld cell it increases the risk of injury. Also, each time someone touches the welding gun, there is the risk putting it out of alignment. The less frequently an operator must enter the cell, the less chance there is for human error that can disrupt tool center point that reduces part quality. Frequently changing the contact tip can cover up other issues within the weld cell. When the contact tip is changed less often, other issues such as wire feeding problems, wire routing or a loose ground can come to the forefront. With standard contact tips, changing the tip out is often the first go-to fix when there is a problem in the weld cell — even if something else is the root cause. With a longer-lasting contact tip that is not changed as frequently, other issues that may not have been noticed before can now be fixed to improve the overall efficiency of the weld cell. It’s important to consider total cost of ownership when evaluating contact tips and other consumables. The upfront cost of a contact tip is just one factor in total overall costs. A longer-lasting contact tip may be more expensive upfront, but it can provide significant payback in time and labor savings and reduced downtime. In considering a switch in consumables, an operation should also be sure there is time to conduct a trial, which should always be part of changing the type of consumable or contact tip. The numbers will often speak for themselves when vetting the option and analyzing return on investment. An operation may think the welding process is optimized, but that may not be the case if operators must frequently enter the weld cell to change the contact tip. As manufacturing operations look for ways to improve production efficiency and throughput in automated welding, choosing the right contact tip for the gun is one solution. A contact tip designed to provide significantly longer tip life saves time and money in necessary changeover and reduces the frequency of people entering the weld cell. New contact tips on the market can last days in GMAW-P applications compared to standard copper tips that may only last a few hours. *Other parameters: 450 ipm wire feed speed, 40-45 ipm travel speed, 90/10 mixed gas, 240-260 average amps on a Tregaskiss robotic MIG gun with a 22-degree neck.
Uptime is key in any robotic welding system. Not only does it help companies increase productivity, but it also supports a solid return on investment in the equipment. The addition of peripherals, like a nozzle cleaning station or reamer, can help further those goals. A reamer cleans the consumables on a robotic gas metal arc welding (GMAW) gun to prevent spatter buildup that could lead to porosity. This consumable cleaning reduces downtime for changeover, improves weld quality and minimizes costs. There are two main styles to choose from: standard- or Ethernet-based. Both provide the same function of cleaning the nozzle free of spatter, with the Ethernet-based reamer providing additional functionalities that some companies find beneficial to their robotic welding operation. During cleaning, the robot is programmed so that it will dock the nozzle of the GMAW gun against a v-block on top of the reamer, typically during routine pauses in welding cycles. Once the nozzle is in place, a signal is relayed to the reamer to close its clamps. When the clamps hold onto the nozzle, concentric to the cutter blade, another signal is sent to the unit telling the spindle to rise and spin the cutter blade, removing the spatter from the nozzle and gas diffuser. Many companies also employ an anti-spatter sprayer that applies a coating of anti-spatter compound to the front-end consumables after every cleaning cycle. Usually this spray only lasts a half second to avoid saturating the nozzle and wasting the anti-spatter compound. A standard reamer features inputs and outputs that are plugged into a Program Logic Controller (PLC), including the inputs that control the nozzle clamping, cutter actions and anti-spatter spray process. These are the traditional reamers used by many companies. A standard reamer must be plugged in with a power cord, in addition to having several leads connected to several inputs and outputs, so it may require cord management to minimize clutter. Ethernet reamers, a newer style, feature a single Ethernet cable that serves as a multipurpose input/output and connects to the PLC. Due to their connectivity, they enable robotic welding system operators to set a program that handles complex equations so they can easily duplicate that program to another weld cell. Consider a robotic welding operation featuring 100 weld cells that require 50 reamers total. If there are two robots per cell sharing the same reamer, and the reamer program for all 100 weld cells is virtually identical to the first cell, operators can set the program in the first cell to alternate between the two robots and then essentially “copy and paste” that program into the next 99 cells. For this reason, an Ethernet reamer can offer time savings, especially at the integrator level. With an Ethernet reamer, robotic welding operators can also program a double stroke. If one cleaning cycle wasn’t quite enough to remove spatter from the nozzle, a signal is sent, as the spindle unit and cutter retract, to clean again. Ethernet reamers can come with an additional Ethernet port, which can be used to daisy chain to other Ethernet devices. This means an operator does not require an individual Ethernet cord run from the reamer to the PLC, from the robot to the PLC, or from the power source to the PLC. He or she can instead run them in a series, together. This cuts down on the number of wires and cords in the cell, further reducing clutter. They also allow operators to monitor the cycle times carefully and more easily troubleshoot any issues that arise. That said, some older robotic welding operations are not Ethernet-ready because they use standard-based signals, and some facilities simply do not have the infrastructure, resources, capabilities or knowledge necessary to justify the higher investment of an Ethernet reamer. As with the implementation of any robotic welding system, having a champion with a certain skillset who can oversee the implementation of an Ethernet reamer and know how to program it is incredibly helpful, and it can ensure the success of the investment. Regardless of which style of reamer is used, standard- or Ethernet-based, it should always be programmed with the gun docking to the reamer and the height set properly, following the instructions outlined in the owner’s manual. Always dock the nozzle concentric to the cutter, and always supply the reamer with clean, dry air. Almost all reamers function the same way, but accessories can be added to make them behave differently or optimize them for a welding operation. Wire cutter attachments, for example, cut the wire stick out to a set distance so that the robot can employ wire-touch sensing. Most operations that use a wire cutter on the reamer also use a wire brake on the GMAW gun. The wire brake then holds the wire in place at that set distance so it can’t move — keeping it from extending or retracting as the robot moves. The wire brake works well in combination with robots employing touch sensing, as it keeps the wire in a set position while the robot searches and accurately locates the weld joint. Lubricators are yet another valuable reamer attachment. A lubricator applies oil to the air motor impeller, coating the blades so they will not absorb moisture that might be present in the air. Keeping these blades lubricated helps extend the life of the motor and protect a company’s investment in a reamer. Reamer stands are another accessory that can be useful. They are essentially a pedestal that an operator can mount the reamer to, with a stand bolted into the floor. Options exist in the marketplace that can be customized to a specific height to help streamline the weld cell layout and those that feature quick-change base plates to facilitate reamer change-outs when necessary. Spray containment units are also common reamer attachments designed to keep the welding cell clean of anti-spatter compound. A spray containment unit is a cylinder that mounts on top of the sprayer head to keep excess anti-spatter spray from bleeding into the open environment in the weld cell. Another useful reamer accessory is a nozzle detect, which is a proximity switch that detects whether a nozzle is present or not. Occasionally, when a robot enters its ream cycle, there may not be a nozzle present on the GMAW gun; it may have been bumped off during routine movement of the robot arm or from accidentally hitting a fixture. Nozzle detect will recognize the absence of the nozzle or if a nozzle is pulled off during a cleaning cycle. These occurrences are especially prevalent when an operation is using a slip-on nozzle, which is more likely to disconnect. For large robotic welding operations, a multi-feed anti-spatter sprayer system may also be useful. This attachment allows up to 10 reamers to be working off one larger container of anti-spatter compound, eliminating the need for an operator to go into the cell and fill up the smaller sprayer reservoirs attached to every reamer. This reduces how often anti-spatter levels must be checked and the associated downtime. Although all these accessories, and the reamer itself, do add to the cost of a robotic welding system, they can also lead to measurable cost savings and profits in the long run. Remember, the goal in robotic welding is repeatability and increased productivity, and any additional equipment that can help achieve these results may be worth the investment. In the end, reamers help clean GMAW gun consumables and prevent porosity. They also reduce downtime and labor for changeover. Since cleaner nozzles and other consumables produce cleaner welds, they can help a robotic welding system produce higher-quality products and be more productive. While reamers and their attachments are often afterthoughts for many operators, maintaining them properly and ensuring parts are replaced promptly can greatly improve a robotic welding operation’s overall efficiency, quality and productivity. All limit switches on a reamer have a life expectancy and must be replaced if they don’t activate any longer, for the reamer to work properly. Cutter blades also need to be replaced, since the edges will become dull over time and will no longer cut as effectively. In some cases, an operator might visually see that one of the flutes on the cutter is broken. Operators must also monitor the reservoirs in anti-spatter sprayers regularly, to ensure they have anti-spatter compound in them. Similarly, if an operation is running a lubricator over an extended period, operators will need to refill the oil reservoir on the lubricator.
MIG welding offers numerous benefits for productivity without sacrificing quality of the finished weld, but there are many factors that can interfere with successful MIG welding performance. You can improve performance and results in your MIG welding applications — and save money through reduced consumable waste — by taking steps to avoid common mistakes related to the MIG gun and consumables. Consider these common causes of poor performance in MIG welding and learn how to prevent them, for a positive impact on productivity and the bottom line. Cutting the liner the wrong length is a common issue in MIG welding. In many cases, it’s a matter of the liner being cut too short. When the liner is the wrong length, it can cause poor wire feeding, an erratic arc and/or wire chatter. For conventional liners, use a liner gauge as a guide when trimming and installing the liner. Another option is to employ a consumable system designed for error-proof installation that eliminates incorrect liner trimming and requires no measuring. The liner loads through the MIG gun neck and is then locked in place at the front and back of the gun while also being concentrically aligned to the contact tip and the power pin. Once locked, the welding operator simply trims the liner flush with the power pin. In addition to accurate trimming, by locking the liner at both ends of the gun, it isn’t able to extend or contract. The result is a smooth wire-feeding path. When a MIG gun’s consumables become overheated, they can be the source of many problems. To prevent consumables from overheating, use the proper wire stickout, mind the gun’s duty cycle and employ the right contact-tip-to-work distance. Any steps that keep consumables cooler will help limit the amount of vibration in the gun and reduce issues with burnback. While a wire stickout that is too long is not desirable, keep in mind that too short of a stickout can result in the nozzle and contact tip being too close to the weld pool causing them to overheat. This impacts productivity by causing burnbacks and wire sticks, and can significantly shorten consumable life. Also, look for consumables with a tapered design, as this helps lock conductive parts together, resulting in less electrical resistance, lower heat and a longer life. Some consumable systems feature a contact tip that is buried in the gas diffuser, which helps reduce overheating.This design also allows the shielding gas flowing through the gun to cool the tail of the contact tip for added protection against overheating. Shortened life of the contact tip and other front-end consumables can also result if a solid ground isn’t in place when MIG welding. Without a solid ground, the arc can become erratic and ultimately cause more heat buildup in the front of the gun. Any problem that creates more heat will also create more resistance and more wear — damaging the contact tip and other front-end consumables and possibly impacting weld quality. To prevent these problems, place the ground cable as close to the workpiece as possible. If allowable, hook the ground cable on the weldment. If that is not feasible, hook it to a bench. But remember: The closer it is to the arc, the better. An erratic arc can also be caused by setting the wrong voltage or the wrong wire feed speed. Setting the voltage too high can create too much heat in the handle of the gun, which in turn can eventually wreak havoc on the contact tip. When the wire feed speed is too fast, it can cause the wire to pile up instead of melting properly into the weld pool. This can also cause burnback or birdnesting. A wire feed speed that is too slow doesn’t feed the weld pool, so there is not proper penetration for a quality weld. Always follow the manufacturer’s recommendations for the proper voltage and wire feed speed for the filler metal and thickness of the base material being welded. Poor power cable management can lead to performance problems and cable damage. To help prevent damage or other issues, don’t pull the welding machine around using the cable. When the gun is hot, everything is more pliable. Yanking or pulling on the cable can stretch the cable or the liner and even cause the conduit to pull away from the gas pin, which can result in shielding gas issues. It’s also important to let the gun cool in a flat position, rather than draping or hanging the cable over a piece of plate or some other object. When a hot gun is draped or hung over something, it can bend the conduit. When the gun and consumables cool, they can be misshapen, leading to marginal shielding gas coverage. Take care to lay the gun out properly to let it cool. Also, be sure to store the gun and cable properly when they aren’t being used to avoid damage that can occur if a cable is run over by a forklift or other heavy equipment. A key step to prevent a MIG gun from overheating is to choose the right gun for the application. Be mindful of the requirements of the job and select a gun with enough duty cycle and amperage capacity. If the application requires you to weld at 300 amps all day and you choose a 200-amp gun with a 30 or 40 percent duty cycle, this gun will not be up to the task. Exceeding the gun’s duty cycle leads to overheating — and doing this frequently will shorten the life of the gun. In addition to choosing a MIG gun that has a high enough amperage rating and duty cycle rating for the job, you can also take breaks to let the gun and consumables cool to help avoid gun overheating. A change in shielding gas can also help reduce the heat produced during welding. If you’re using an argon shielding gas, the higher the percentage of argon, the less cooling the shielding gas provides. However, keep in mind that many applications use argon shielding gas because it provides a cleaner process with much less spatter for reduced cleanup. So while reducing the argon can help the process run cooler, there are other tradeoffs that can impact productivity. Using the wrong type of drive roll or setting improper drive roll tension can also be common causes of erratic or poor wire feeding in MIG welding. Consider the size and type of wire being used and match it to the correct drive roll. Because flux-cored wire is softer — due to the tubular design and flux inside — it requires using a knurled drive roll that has teeth that can grab the wire and help push it through. Knurled drive rolls typically should not be used with solid wire, since the teeth can cause shavings to break off of the wire, clogging the liner and creating resistance in wire feeding. Instead, use U-groove or V-groove drive rolls with solid wire. Setting proper drive roll tension is another important step. Without proper tension, erratic feeding can cause burnback or other issues. To set the proper drive roll tension, start by releasing the drive rolls. Then increase the tension while feeding the wire into your gloved hand until the tension is one half-turn past wire slippage. Always keep the gun as straight as possible to avoid kinking in the cable that could lead to poor wire feeding. Avoiding common mistakes helps you get the best results in MIG welding. It is just as important to properly maintain the MIG gun and consumables, including the contact tip, nozzle and liner. Whenever you change consumables, check that the gas holes in the nozzle are clean and that the seat that holds the contact tip isn’t filled with spatter or debris. A clogged contact tip or nozzle can cause overheating in the gun and handle. Also check frequently that all connections are tight and as concentric as possible. Keeping the gun and cable as straight as possible during welding — and laying them flat to cool — makes for an effective and efficient MIG gun. Follow these tips to minimize downtime, improve productivity and quality, and save money in your MIG welding operation.
Optimizing MIG welding gun performance in specific applications can be a matter of choosing different components for the gun. Selecting the right MIG gun neck improves access to the weld joint, increases operator comfort and can reduce costs in the operation. The biggest factor when choosing a gun neck is to ensure it provides proper access and visibility to the work. In some applications, the weld joint may be difficult to reach, or it may require you to reach down into a groove. A gun neck should provide optimal access to the weld joint — so you can do your best work while maintaining proper ergonomics. In addition to joint accessibility, several other factors play a role in the decision, including the welding process and parameters, the welder’s height and whether the gun has a curved or straight handle. Keep the following considerations in mind to choose the right MIG gun neck for your application. Certain welding processes and filler metals generate much greater heat during welding, so take that into account when choosing a gun neck. Pulsed welding processes, the use of metal-cored wires and even certain materials, including stainless steel and aluminum, all generally create more heat during welding. The welding parameters — including amperage, volts, joint configuration and distance from the welder to the joint — also impact the amount of heat produced and felt by the welder. In applications with high heat, a standard short gun neck can cause the heat to radiate through the glove and into the welder’s hands. It’s recommended to use a longer gun neck in these situations to keep the heat farther away. Another good rule of thumb to remember is the larger the wire diameter being used, the longer the gun neck should be. Standard necks for MIG guns are available in a range of options, with varying angles and material types. • Aluminum armored necks can withstand abuse and offer outstanding heat dissipation. They are typically available in fixed and rotatable styles, and some models require no tools to rotate. These necks, which come in 30-, 45-, 60- and 80-degree angle options, are a good all-purpose choice for many welding applications. • Black polymer armored necks, available in a 60-degree angle, contain a thick copper wall with a conductor tube interior, so they don’t radiate or reflect heat as quickly. This insulation from the heat makes them a good choice for higher-amperage welding applications. Be aware that black polymer armored necks can become brittle and break since the high temperatures, over time, can break down the exterior tube. Choosing between these standard neck options is often a balance of application requirements and welder preference. The same is true for choosing a neck angle. The style of the gun handle, however, is also a determining factor in selecting the right neck angle. When using a curved handle, it’s often more comfortable to use a 60-degree neck than a 45-degree neck. With a straight handle, a 45-degree neck is typically better suited due to natural hand placement. A welder’s height also impacts proper neck angle: A taller welder may want to use a 60-degree neck, while a shorter welder may prefer a 45-degree neck for comfort. A neck coupler is an accessory that allows a flex neck to be added to the top of an existing standard neck. This can be used when a longer neck with flexibility is needed to get into hard-to-reach areas. to-reach or narrow areas. Some flex necks have a bend radius up to 80 degrees. These necks are typically available in 6- and 8-inch lengths for straight and curved handles. Because flex necks can be changed, rotated or bent without tools, this saves time and labor. In applications where a standard neck can’t provide proper access to the weld joint, consider using a flex neck, which can be bent into a desired shape or angle to access hard-to-reach areas. Some flex necks can also be used with an easily removable jump liner for quick changeover. Jump liners replace only the most commonly worn and clogged liner area in the neck bend, to reduce downtime for liner changeover. A jump liner connects the standard liner at the back of the neck and runs through the neck up to the contact tip. Because a jump liner allows for quick and easy neck change-out, the gun can be easily adapted to fit multiple applications. For example, flex necks and rotatable necks are frequently used in shipbuilding. A welder may be in the ship’s hull and need multiple neck styles to access different weld joints. Instead of bringing several welding guns to the work area, a jump liner allows the welder to quickly unscrew one neck and thread another one on without changing or trimming the liner. An operation can also reap cost savings, since jump liners are less expensive than standard liners and quicker to install. When available standard or flex necks don’t provide proper weld joint access, specialty necks can be created. Multiple lengths and bends are available for limited access positions and improved operator comfort. These necks are specially designed by manufacturers to fit the specifications of the application. Because producing a quality weld hinges on optimal access to the joint, in some cases a custom neck can provide the best accuracy and results. Many neck options are available for MIG welding guns, including rotatable, flex, various bend angles and lengths, neck couplers and custom necks. Choosing the right style can improve your comfort and maneuverability — especially with hard-to-access welds. When you’re unable to reach your weld joints comfortably using a standard neck, consider adding a specialty or custom neck to your toolkit.
Limiting exposure to welding fumes is an increasingly important issue for many welding operations, as it provides a cleaner, more comfortable work environment and helps companies stay compliant with changing regulations. The Occupational Safety and Health Administration (OSHA) and other safety regulatory bodies set the allowable exposure limits for weld fumes and other particulates, including hexavalent chromium, with the aim of protecting employees against potential health hazards in the workplace. Some companies may choose a centralized fume extraction system designed to protect the entire shop area. However, these systems can be a substantial investment and often require installation of new ductwork. In some welding applications, they are not a feasible or efficient fume extraction option. A fume extraction gun is a viable alternative in certain welding applications, including when the welder is in a tight or confined space or must move often to complete welds on a large part. Welding guns with built-in fume extraction are commonly used in heavy industrial welding, such as truck and trailer, rail car and heavy equipment manufacturing. Fume extraction welding guns capture the fumes generated by the welding process right at the source, over and around the weld pool, and they can be tailored to best meet the needs of a specific application or to welder preferences. Consider these key factors to help choose the right type of fume extraction gun for the job — and learn more about available features that can help improve gun flexibility and performance in certain applications. Fume extraction guns are available in a variety of amperages and handle designs. Common amperages for fume extraction guns range from 300 to 600. Keep in mind that amperage is tied to gun weight. The higher the amperage, the more copper required in the power cable and therefore the heavier the gun will be. Due to this additional weight, use the lowest amperage gun possible that will still allow the job to be completed. Along with the added weight, higher-amperage guns typically cost more than lower-amperage guns, so it may be a waste of money to buy more gun than necessary for the application. However, automatically buying the lightest gun available may not provide the amperage or durability needed for the application. Some lighter and more flexible guns aren’t durable enough for heavy industrial applications. Always consider a gun’s duty cycle rating, and keep in mind that it’s a balancing act between gun weight and durability when choosing a fume extraction gun. Some fume extraction guns on the market offer features and capabilities that help optimize fume capture while also providing benefits for operator comfort and ergonomics, gun performance and ease in producing quality welds. When choosing and configuring a fume extraction gun, consider these options: As with any fume extraction equipment, proper use and maintenance of fume extraction guns is important to achieve optimal results. Operating a fume extraction gun is similar to using a standard MIG gun, with many of the same recommended best practices. However, there are some techniques that welders can follow to help get the best performance from a fume extraction gun: Some fume extraction guns are designed using a common consumable platform, which means any consumables used on a standard MIG gun or even a robotic MIG gun can also be used on a fume extraction gun. When fume gun replacement parts — nozzles, contact tips and gas diffusers — can be the same as those used on standard MIG guns, this offers greater flexibility and helps reduce a company’s consumables inventory. Additionally, it may be important for some companies to choose a fume extraction gun that is compatible with vacuum systems from most major manufacturers. In the right applications, fume extraction guns can help companies maintain compliance with safety regulations and create a cleaner, more comfortable welding environment for employees. When choosing fume extraction guns for MIG welding, look for features and accessories that will provide additional flexibility, time savings and advantages for welder comfort.
A MIG gun liner is an important consumable because it can make a significant difference in gun performance and the time and money an operation spends in unplanned downtime. Proper installation of the liner is critical to its ability to guide the wire through the welding cable and up to the contact tip. Improper liner installation — which includes trimming the liner too short or having a liner that is too long — can result in a number of problems, such as birdnesting, wire feeding issues and increased debris in the liner. These issues can result in costly rework and operator downtime for maintenance and repairs, which impacts productivity. Also, wasted wire due to issues like birdnesting can drive up costs for a company. The installation process is somewhat similar for all types of MIG gun liners, with some variations. Here are some general steps to consider when installing a new MIG gun liner. There are some variances in the installation process, depending on the type of liner being used. Follow these steps when installing a front-loading liner. The only difference in this installation process is that there is no receiver in the back of the power pin. The receiver is built into the module pin. The installation process also varies when retrofitting a gun from a conventional liner to a front-loading liner. Here are a few additional things to remember: The quality of the liner also can impact welding performance, productivity and operator downtime, so it’s important to buy quality liners from a trusted manufacturer. Choosing the correct size of liner for the wire being used is another way to help maximize performance. While liners may seem like a small part of the welding operation, it’s important to be mindful of the impact they can have on quality, performance and costs. Liners perform a vital function in the MIG welding process, and the proper installation and maintenance of liners can help reduce costly rework, operator downtime and wasted wire.
What is ergonomics? While this term has several definitions, its practical meaning is “to adapt a task and work environment to a human.” Despite what some think, the importance of ergonomics far surpasses comfort. A workplace environment or task that causes a welding operator to repetitively reach, move, grip or twist in an unnatural way — or even stay in a static posture for an extended time without proper rest — can do much more than become a literal pain in the neck. Over time, it can lead to repetitive stress injuries with life-long impacts that may even prevent the welding operator from working. People are built with certain limitations, and when the design of work exceeds normal limitations, excessive wear and tear on the body occurs, accelerating damage that can lead to Work-Related Musculoskeletal Disorders (WMSDs) — injury to the muscles, tendons, ligaments, joints, nerves and/or spinal discs. Although many welding operators may start with a dull pain that they dismiss as “just getting conditioned” or “tweaking something that will go away,” it can become more intense — and more expensive — and difficult to treat as time goes on. For example, early treatment for pain may require only ice, heat or some anti-inflammatories, and it might cost $200. However, waiting months or years to address the problem could result in invasive treatment and cost thousands of dollars. That is especially true with wrist and shoulder injuries that require surgery. Ergonomics not only protects welding operators from injuries, but it can also improve the productivity and profitability of a welding operation. Stressful postures and motions tend to be inefficient. Lifting boxes from floor level or reaching outward beyond arm’s length, for example, takes extra time. These posture and motions repeated throughout the year by multiple employees can have a significant impact on earnings for the company. By proactively reducing the risk of injury, companies can improve productivity, while also reducing employee absences and eliminating overtime pay for replacement workers who may not be as efficient or proficient. Eliminating stressful postures and motions can also help reduce employee turnover and training costs for replacing welding operators who quickly decide “this job isn’t for me.” According to the Bureau of Labor statistics, WMSDs account for 29 percent of all lost workday injuries and for about 34 percent of all workers’ compensation claims — and they cost employers $20 billion each year in workers’ compensation. Injuries ranging from mild and short-term to serious and chronic can result when the demands of a task do not naturally align with the capabilities of the welding operator. Most WMSDs develop when repetitive micro-traumas occur to the body over time. WMSDs include strains or sprains, which can result in pain, decreased productivity, disability, medical treatment, financial stress and even a change in the quality of life for those affected. The most common symptoms among welding operators are shoulder pain, range of motion loss and reduced muscle strength. The most common injuries for welding operators include back and shoulder injuries, wrist injuries (such as tendinitis) and various knee joint disorders. Today WMSDs are the fastest-growing disorder in the aging workforce because these illnesses have developed over time, before welding operations were as aware of them as they are today. As a result, there is the potential for an increase in claims costs in the coming 10 years as welding operators seek treatment. There are three primary risk factors that increase the likelihood of developing WMSD injuries: 1) Highly repetitive tasks that keep an operator in a static posture for too long or use the same motion over and over, such as pulling a MIG gun trigger. 2) Tasks that require an operator to apply significant force or pressure, such as pushing, pulling or heavy lifting. 3) Poor or awkward postures, such as bent wrists or necks tilted backward. In addition, environmental conditions such as extreme temperatures can also contribute to the development of WMSDs. Personal risk factors that increase the likelihood of incurring WMSDs include physical conditioning, pre-existing health problems, gender, age, work techniques and stressful hobbies. Some common welding postures that are considered awkward and stressful include kneeling, squatting, torso twisting, leaning on a hard surface, holding the arms away from the body or above shoulder height for long periods of time, hunching or bending over, and looking upward too long. In general, the best postures are those that are as close to neutral as possible — a natural position that the body would rest in if it were not doing anything. The use of proven ergonomic principles can dramatically improve the way a welding operator performs a task, thereby reducing the exposure to risk factors and simultaneously increasing productivity. A simple work station adjustment or the use of different tools can make a big difference on an operator’s long-term health and wellbeing, as well as on the company’s bottom line. For example, operators who weld with pistol grip tools, such as a welding gun, and use their finger to apply pressure for an extended length of time can develop “trigger finger.” This problem can be easily resolved by using a welding gun with a locking trigger. Welding operators should position their work between the waist and shoulders, whenever possible, to ensure they are working in a close to a neutral posture. Achieving this posture may mean using work stools or height-adjustable chairs, as well as lifting tables and rotational clamps or other material-positioning equipment. All these solutions can reduce awkward postures and allow employees to work in more neutral positions. Welding guns with rear swivels on the power cable can help reduce the stress of repetitive motions. Different combinations of handle angles, neck angles and neck lengths can also keep an operator’s wrists in a neutral position. In some cases, a welding gun with a rotatable neck can help the welding operator more easily reach a joint, with less strain on the body. Manipulators, lighter-weight welding guns, lighter power cables with low stiffness and cable supporting balancers can also be invaluable. Remember, the working height of a welding operator’s hands should typically be at elbow height or slightly below. The engineering controls described above are effective because they reduce or eliminate risk factors in the workplace. Administrative control measures, such as job rotation and stretching programs, can also be used to reduce the exposure time for welding operators or at least prepare their bodies for the work-related stress. An effective and sustainable ergonomics process provides a structured approach to reducing risk in the workplace and preventing WMDs over the long-term. It typically includes: 1) A formal ergonomics risk assessment process to identify and prioritize high- risk work. 2) A structured task analysis process to define the causes of the risk factors, leading to the development of practical engineering controls. 3) An action plan developed by management stakeholders to set expectations and allocate resources for ergonomics in the workplace. 4) An ergonomics team trained to implement the ergonomics process and empowered to implement the action plan. 5) A formal process for developing, implementing and validating ergonomics solutions for high-risk tasks. 6) Ergonomics training for management, supervisors, the ergonomics team and other production staff members. Once an ergonomics solution has been implemented, it is important to provide frequent reinforcement to the welding operators to ensure that the solution is utilized effectively. It can be difficult, initially, for a welding operator to get comfortable with new work practices if the job has been done a specific way for years. Therefore, it is important for welding operators to use any new welding gun and implement new best practices for at least 30 days. At that point, they can provide valid feedback on how well the new equipment or practices work for them. After all, gaining the benefits of proper ergonomics is only possible if they are used and the welding operator also sees the results. In the end, the goal is to secure the safety of the welding operator, which requires an active commitment on the part of both the individual and management. Gaining the benefit of ergonomics is a team effort — one that ultimately provides a comfortable work environment, leads to a more productive and profitable welding operation, and provides for the long-term health of the welding operator.
For many fabricators, the choice between an air-cooled and water-cooled robotic MIG welding gun is easy. Their heavy-duty applications simply demand a water-cooled model due to the high amperage and duty cycle requirements of the job — an air-cooled gun would overheat and fail prematurely under such conditions. In the right application, a water-cooled robotic MIG gun can often prove beneficial by minimizing downtime, increasing productivity and reducing consumable costs. These guns typically have higher duty cycles than air-cooled models and operate at higher amperages, which means they can run for longer periods of time. Still, deciding whether an operation would benefit from converting to a water-cooled MIG gun involves a careful analysis of several factors. In addition to considering the amperage requirements and duty cycle, a fabricator should consider the upfront costs, potential return on investment (ROI) and the specific application. For example, some fabricators may choose a water-cooled robotic MIG gun because of the length of their welds — they need a long arc-on time to produce long welds, which generates more heat in the gun. Similarly, critical start-and-stop points along a longer weld joint typically require a gun that can handle extended weld times. The weld joint design and type or thickness of the material can also help determine whether to switch to a water-cooled MIG gun. For instance, heavy plate sections that have been preheated can generate substantial radiant heat that impacts how well a gun cools, and can adversely affect the life of the front-end consumables. In this scenario, a water-cooled gun would be better suited for the job. When deciding whether a water-cooled robotic MIG gun is the best choice for an application, it’s important to keep in mind some maintenance and replacement costs. While a water-cooled gun costs more upfront, there is the possibility to conduct maintenance on each individual component within the cable assembly (e.g. water lines, gas hose, etc). However, an air-cooled cable combines all its components into one common part and if any single component fails, the entire cable needs to be replaced, resulting in higher replacement costs. It is necessary to weigh those factors against each other. Welding guns — whether air or water-cooled — must stay cool to protect the power cable, gun body, neck and consumables from heat damage during welding. That heat takes three forms: radiant heat from the arc; resistive heat from the electrical components in the welding circuit; and reflective heat from the welded part, particularly aluminum or preheated parts. Whereas an air-cooled MIG gun relies on the ambient air, shielding gas and arc-off time to dissipate heat, a traditional water-cooled robotic MIG gun circulates a coolant from a radiator unit through cooling hoses inside the power cable and into the gun body and neck. The coolant then returns to the radiator, where the radiator’s baffling system releases the heat absorbed by the coolant. There are also guns available on the market today that cool only the front of the gun, where heat is generated, and still use an air-cooled cable. Air-cooled MIG guns also use much thicker copper cables and inner neck tubes, whereas water-cooled robotic MIG guns use much less copper in the power cables and thinner wall sections in the necks because the coolant carries away the resistive heat before it builds. Water-cooled MIG guns, however, do have multiple inner lines that run through the neck to the front-end consumables, making this portion of the gun heavier than an air-cooled neck. There are three key indicators that signify a welding operation could benefit from converting to a water-cooled MIG gun: 1. Excessive consumable usage All these factors are interconnected, because if the weld is too hot, excessive consumable usage and gun temperature will automatically result. In general, water-cooled robotic MIG guns are most beneficial for high-amperage applications and are typically available in 350 to 600 amp models. Closely related to amperage is duty cycle, which refers to the amount of time during a 10-minute cycle that the gun can operate at its rated capacity without overheating. Water-cooled robotic MIG guns have varying duty cycle capacities depending on the manufacturer and model. It is important to make the appropriate comparison during the selection process, as some guns may be rated at either 60% or 100% duty cycle, which results in different amperage ratings. Fabricators who plan to change from an air-cooled to a water-cooled robotic MIG gun should follow these three steps to help ensure a smooth conversion. Match the existing tool center point (TCP) and approach angle. Be sure to have access to all the weld joints with the new water-cooled MIG gun. Make sure that the tooling will work with the new system. The gun may require a special neck or special mounting arm to achieve the desired TCP. Often, converting to a water-cooled gun will require a new mounting arm and insulating disk to maintain or achieve a specific TCP while changing the dimensions of the neck itself to create better access. Ensure overall clearance. A 3-D simulator can help determine whether all parts of the new system will clear all tooling or any other obstructions. In addition to having front-end clearance and access – once installed, it’s important that the gun body and cable bundle fits properly to avoid getting caught on tooling or other equipment. Get a water cooler. It is necessary to invest in a radiator for the new water-cooled robotic MIG gun. Ensure that the water-cooler has been installed and maintained, as per the manufacturer’s specifications. Because all the lines and hoses in a water-cooled robotic MIG gun are separate, it is possible to conduct maintenance on individual components if they become damaged. However, due to the lines being internal to the gun, it is difficult to perform preventive maintenance on them. There are options though to care for a water-cooled gun. As with an air-cooled MIG gun, it’s important to inspect a water-cooled robotic MIG gun to ensure that all consumables and connections are tight and working properly. Inspect the water lines frequently to make sure they are tight and have no leaks, and replace the O-rings when necessary (e.g. when cracks or wear appears). Ensure there is a flow switch installed in the return line from the gun and the radiator to indicate any leaks within the system — this component will save time and money in the event of a failure. Using a reamer or nozzle cleaning station adds significant benefits to the preventive maintenance of water-cooled robotic MIG guns. A reamer eliminates the need to manually clean out the front-end consumables and can, with the addition of an automated sprayer, add anti-spatter compound to help further extend consumable life. This feature adds to the overall cost of the equipment, but it helps increase uptime for production since there is less manual intervention. The ROI is typically worth it. It is important to always use the correct coolant — do not fall prey to the notion that it is cheaper to use tap water in a water-cooled gun. Doing so can cause algae growth or mineral build-up and, eventually, lead to costly clogging. Instead, use deionized water or the specially treated coolant solution recommended by the manufacturer. These coolants contain special additives to lubricate internal pumps and O-rings, as well as to prevent algae growth. Although converting to a water-cooled robotic MIG gun is often more of a necessity than a choice (because the application demands it), this type of gun has its value. Applying a water-cooled gun to the appropriate application can result in a more efficient system performance and lower overall operating costs. Consider the various costs, specific application needs and joint accessibility to determine whether a water-cooled robotic MIG gun is the best option for the specific robotic application — and don’t hesitate to consult a trusted welding distributor, welding equipment manufacturer or robotic welding system integrator with questions.
Companies invest in robotic welding systems to improve productivity and gain efficiencies in their operation. But if the weld cell layout is not optimized, it can negatively impact those goals — along with the quality of the completed welds. Poor cell layout can create a bottleneck in the process or result in parts not being properly welded —problems that cost time and money in the long term. When considering proper layout for a robotic weld cell — whether it’s a pre-engineered cell or a custom cell —gun and consumable selection, robot reach, parts flow in and out of the cell, and weld sequencing are all important. Proper weld cell layout is important for both pre-engineered robotic welding systems or a custom-designed system. Determining which option is right hinges on several factors. A pre-engineered robotic welding cell is designed for welding specific parts in a certain size range. Pre-engineered cells offer benefits for easy and fast installation and a much lower first cost, but they do have their limitations regarding the type and size of parts that can be welded. Part size is often the key determining factor when choosing between the two systems. If there isn’t a pre-engineered weld cell available to fit the parts — perhaps there is a reach or weight capacity issue — then a custom robotic weld cell is the better option. Custom cells have a higher initial cost and typically a longer lead time for design and installation, but the upside is they can be customized to meet specific needs. When installing either type of robotic weld cell, the system integrator should be involved in planning and testing to ensure cell layout is optimized for the application. Having the right gun is a critical factor that can help reduce or eliminate the sources of common problems in the weld cell. Gun choice should not be an afterthought in robotic welding applications. The gun must have proper access and be able to maneuver around fixturing in the weld cell. Different choices in gun types and in consumables can help in achieving this. Robotic welding systems are available in two styles: through-arm or conventional. Through-arm systems are gaining popularity, and most through-arm robots allow for mounting either type of gun — providing more options and flexibility depending upon the needs of the application. As the name suggests, the power cable assembly of a through-arm MIG gun runs through the arm of the robot as opposed to over the top of it like in a conventional gun. Because of this design, the through-arm gun style is often more durable, since the power cable is protected. However, because conventional guns can be used on either type of system — a through-arm or a conventional robot — they can sometimes offer greater flexibility, and can be used with more robot makes and models. Consider which type of gun provides the best access to the welds when making the selection. With conventional robotic welding systems especially, proper cable management is important. Once the hardware is installed and the system is set up — but before full production begins — be sure to do a test run or two through the welding sequence to determine how the gun cable moves and if it gets caught on tooling. Another choice in selecting a gun is air-cooled versus water-cooled. This essentially comes down to the required duty cycle. The base material thickness, weld length and wire size all help determine the necessary duty cycle. Water-cooled guns are typically used in manufacturing heavy equipment and in the case of long cycle times and large wire diameters. Once the system type and gun is chosen, it’s all about proper fit and function of the gun. It’s critical to ensure the robot arm can access all the welds — ideally in one position with one neck if possible. If not, different neck sizes, lengths and angles — and even custom necks — as well as different consumables or mounting arms can be used to improve weld access. The choice of nozzle is another important consideration, since it can greatly hinder or improve access to the weld in a robotic cell. If a standard nozzle is not providing the necessary access, consider making a change. Nozzles are available in varying diameters, lengths and tapers to improve joint access. While many companies like to choose a nozzle with the smallest outside diameter available, it may be necessary to size the nozzle up to avoid spatter buildup and loss of shielding gas coverage. A nozzle with a 5/8-inch bore or larger is recommended because it allows the most access. Choosing the right gun is tied closely to proper weld cell layout — since different sizes and lengths of guns and nozzles can improve or hinder reach to the welds. However, there are also many other factors involved in proper weld cell layout. Think of weld cell layout as the footprint of the entire process. Some important issues to keep in mind: Weld cell layout and the chosen components that fit inside have a significant impact on productivity, efficiency and quality of the finished welds. Weld cell layout that is not optimized can even harm the tooling or consumables, and result in increased time and money spent on maintenance and repair. Protect the robotic weld cell investment by taking the time at the start of the process to test proper cell layout and equipment — to help ensure the end results and productivity gains being sought. The fabrication and manufacturing industries continue to experience demands for greater productivity, increased efficiencies and higher cost savings — often times with less labor to support the efforts. Every improvement companies can make to achieve these goals is beneficial, from offering more operator training to implementing lean practices. Managing MIG guns and consumables that meet the needs of multiple applications is also an important element in achieving those goals, both from an inventory perspective and as a matter of eliminating unnecessary downtime. There are rarely, if ever, welding operations that require only one type of MIG gun or a single consumable. In fact, it’s not uncommon for many companies to have multiple MIG guns and consumables in use as a routine part of their daily operations, especially within the automotive manufacturing and pressure vessel industries. Automakers, for example, often have handheld and automation weld cells all in the same building. Similarly, welding operators working on different-sized pressure vessels may have a 1,500 gallon tank being welded together with a larger, higher-amperage MIG gun, while welding operators are fabricating a smaller tank nearby with much smaller, lighter-duty MIG gun. Understanding how to pair the best gun and consumable with the job can pay off in workflow and cost savings, and help improve the quality of completed welds. In addition, minimizing the part numbers for MIG guns and consumables can simplify inventory, which ultimately saves time for management and saves storage space. It can save time during the welding process, too. In the shipbuilding industry, for instance, welding operators move around frequently so they do not have the capacity to swap out MIG guns to address multiple applications. Instead, they often standardize on one type of MIG gun and swap out the necks, installed with a jump liner that replaces the front part of the liner system (the rest seats in the power cable). Doing so allows them to keep the same gun for the job, while gaining access to a new joint with the appropriate neck length or configuration. Below are five tips to help streamline welding operations and remain competitive by managing MIG guns and consumables effectively. Using fewer power cable lengths throughout an operation is possible when there is a difference of two or three feet between each application. For example, it may be possible to standardize on a 15-foot cable for weld cells that need this or a slightly shorter length — without causing issues with kinking of poor wire feeding. Doing so minimizes inventory and storage space requirements. It also takes away the guesswork when it comes to replacing this part of the MIG gun, as it eliminates the risk that a welding operator or maintenance employee will install the wrong length power cable on a MIG gun. 2. Choose one type of liner, when possible. There are different styles of liners available for MIG guns, including steel liners, D-wound liners or Teflon® liners. Teflon liners are well-suited for wires that are difficult to feed, including stainless steel or aluminum. Standardizing liner types across multiple weld cells, when possible, can reduce downtime for changeover and costs for inventory. Always make sure the liner is properly installed; otherwise, problems like birdnesting and feeding issues can result. 3. Use the same contact tips, even across semi-automatic and robotic weld cells. Use one type of contact tip across applications whenever possible. For companies that have both robotic and semi-automatic welding operations, common consumables can be especially helpful to streamline processes and inventory — while also reducing costs. It is not uncommon in robotic welding applications for welding operators to change contact tips long before they become worn, as it helps ensure that there is minimal downtime for problems associated with failures. These contact tips, however, still have life in them and can be used on semi-automatic MIG guns to reduce part numbers and count in inventory, and overall costs. It can also reduce confusion as to which contact tips to use across the welding operations. Too many different types of contact tips, for instance, can be confusing and can lead to a welding operator using the wrong parts on the wrong MIG guns. That misstep can bring production to a slowdown or a halt. 4. Adapt the power pin. It is not uncommon for companies to have multiple types and brands of power feeders throughout the welding operation. When possible, standardizing the power pin used in every MIG gun, via an adaptor at the feeder, can help streamline the management of various power pins to match these feeders. If a company also has various types or brands of MIG guns, an adapter can also help with gun standardization. The guns can be ordered with the same power pin and plugged into any wire feeder throughout the facility, again streamlining ordering and inventory, and minimizing costs. 5. Review MIG gun amperage and select one to streamline. In some instances, it may be possible to use the same amperage of MIG gun for multiple applications. For example, if 200 amp and 300 amp guns are both part of the inventory, using 300 amp guns in each cell can make it easier to manage inventory. It can also help prevent the potential for overheating if a smaller gun is accidentally used in place of a larger, higher-amperage one for a higher duty cycle job.
A robotic MIG welding system contains many components that impact the quality of the parts it welds, its productivity and the overall operational costs. Among those, the robotic MIG gun neck plays a larger role than may first be apparent. Why? The durability of the gun neck — and especially its ability to withstand impacts — is important for maintaining tool center point (TCP). An accurate TCP provides consistency and repeatability from part to part, and is key to the system’s ability to maintain weld positions, especially in assembly line welding where new parts are continually entering the weld cell. A productive and efficient robotic welding system places welds in the same place every time. To achieve this, the MIG gun neck needs to stay in its expected position. A weak neck that easily bends during routine welding can lead to TCP problems over time, as can rough handling of the neck during consumable changeover. Issues with TCP can lead to additional spatter or missed welds, causing rework or scrapped parts. These cost time and money in lost productivity and in wasted parts. An inaccurate TCP can also cause the neck to crash into parts or tooling, potentially leading to damage and unplanned downtime. When selecting a robotic MIG gun neck, look for durable, high quality materials and robust construction. The goal is to have a neck that is strong enough to withstand minor crashes without bending. In addition, be certain there is a solid connection from the neck to the gun, and from the gun to the mounting arm in a conventional system or to the robot itself in a through-arm system. Any play in the system can negatively impact TCP. Neck durability varies, depending on if the application uses an air-cooled or a water-cooled robotic MIG gun. Some applications require water-cooled guns to protect the gun and the neck in high-temperature continuous welding; however, these guns tend to be less durable in a crash than air-cooled gun necks due to the internal soldering of copper and brass lines for the water passages. Air-cooled guns typically feature copper tubes covered with insulation and aluminum, making them stronger and more able to resist an impact. Some manufacturers offer a hybrid air/water-cooled robotic MIG gun, in which the water lines run external to the neck. This type of gun tends to have a stronger neck, like an air-cooled gun, which makes it more tolerant to crashes. However, it is important to ensure the water lines do not hit tooling or parts, which can negatively affect TCP or create leaks. Some key best practices can help protect the neck and provide consistent TCP. 1. All robotic welding systems require a form of collision detection to prevent damage to both the robotic MIG gun and the robot arm in the event of an impact. Some robotic systems incorporate robot collision detection software. Systems that do not have built-in collision detection should always be paired with a clutch — an electronic component that attaches to the gun to protect it and the robot from heavy damage in the event of a collision. 2. Another key peripheral is a neck inspection fixture, which verifies that the gun’s neck is set to the intended TCP and allows the neck to be readjusted after a collision or if it becomes bent during routine welding. If neck adjustment is needed, the welding operator simply adjusts the neck to meet the proper specifications. This prevents costly rework due to missed weld joints and can reduce downtime to reprogram the robot to meet the welding specifications with a bent neck. 3. Having spare necks ready helps gets the system back online quickly. The welding operator need only remove the bent neck in the event of a crash and exchange it with a spare one. The damaged neck can be set aside for inspection later, minimizing interruption to the weld cycle. 4. Choose a high-quality reamer to avoid potential damage to the gun or neck. A reamer, or nozzle cleaning station, removes spatter from the nozzle and clears away the debris that accumulates in the diffuser during welding. A high-quality reamer securely holds the gun in place during the ream cycle, which reduces the risk of bending the neck and compromising TCP. 5. Proper neck and consumable installation and ongoing maintenance are important. Make sure to tighten these components to factory specifications. When changing consumables, remove them with the right tools to avoid bending the gun neck. In many cases, a robotic welding system can provide a competitive edge — offering greater productivity, quality and cost savings. Take care to protect the MIG gun neck, and follow best practices for setup and maintenance, to help ensure the system maintains optimal TCP and the operation experiences minimal downtime.
The liners used in a robotic gas metal arc welding (GMAW) gun play a significant role in the productivity, cost and quality in your automated welding operation, alongside other consumables such as the nozzle, retaining head (or gas diffuser) and contact tip. Liners run the length of the robotic welding gun and power cable — from the contact tip to the power pin — and act as the conduit through which the wire is fed. A poorly installed liner can lead to problems with bird-nesting and excessive debris in the liner, which can both cause wire feeding issues that lead to downtime — the enemy of any robotic welding operation. For this reason, it is imperative to select the right liner for the wire type and diameter being used and to trim it to the proper length.
In robotic MIG welding applications, minimizing downtime is key. It reduces costs and improves efficiencies to help an operation meet its production goals. Gaining the best performance, in part, depends on the equipment being used. Having the right robotic MIG gun and power cable, for example, is critical. There are several factors to consider when determining the right gun style and cable length for the application. Prioritizing these are important, as using the wrong length cable can cause problems ranging from premature cable failure to poor wire feeding. Before selecting the power cable length, first consider whether a conventional gun or a through-arm robotic gun is best-suited for the application. Each style has its advantages and limitations. Through-arm robotic welding systems have become more common, as more equipment manufacturers develop this style compared to conventional robots. Through-arm robotic welding systems, however, allow for the mounting of either a through-arm gun or a conventional one. In some applications, the latter is the better choice. When choosing between the two, consider the available space and weld cell layout, joint access and the type of material being welded. Conventional guns can often access joints better and/or maneuver around tooling or fixturing that a through-arm gun can’t reach. Conventional guns can also be less expensive and faster to install, although they do require proper cable management. They also require more space, so they aren’t typically the best choice in smaller weld cells. Through-arm guns work well in applications where deep access to the part or fixture is necessary. Since they don’t have a mounting arm and take up less space, they also offer advantages in smaller weld cells. The design of the gun —with the power cable assembly running through the arm of the robot —manages excess cable slack, which typically helps them last longer than a conventional power cable. Selecting the proper cable length is critical for both types of guns and numerous factors impact the choice. These include wire feeder, the make and model of the robot, and robot articulation. Having the right cable length helps prevent problems with wire feeding that can lead to downtime and unnecessary labor and/or part costs to address the issue. The wrong cable can further increase costs and downtime due to premature cable failure. When using a conventional gun, a cable that is too short causes tension, which can result in components prematurely breaking down in the cable assembly. It can also cause the clutch or the robot to overload, which will send a collision detection signal that stops the robot — resulting in unnecessary downtime. A cable that is too long is also a problem, because it can get caught on tooling or result in extra weight that bogs down the mounting arm – potentially overloading the clutch. With a through-arm gun, a too-short cable with visible tension also causes problems. Choose a cable that allows some slack for the robot arm to move around. But remember, too much slack can be as problematic as too little slack. When choosing proper cable length for a through-arm gun, it’s important to know the robot make and model, the feeder make and model, and the measurements of the system. If any nonstandard equipment or tooling is mounted to the face of the robot, such as a gripper or a camera, this changes the thickness of the plate and therefore impacts the necessary cable length, requiring it to be longer. It is also important to know where the wire feeder is mounted relative to the robot casting to ensure proper cable length. Much of the same information is needed in choosing the right cable length for a conventional gun: robot make and model, feeder make and model. In addition, consider where the feeder is mounted on the robot or even remotely, as both will affect cable length. For both types of guns, the feeder should be adjusted each time the cable is replaced to manage cable slack properly. Failing to properly adjust the wire feeder can result in a cable that is too tight or long for the given application, causing premature failure and potential damage to the robot or wire feeder. Fixing these issues at the start of the process can help avoid much greater downtime and costs later. Following some best practices can help extend power cable life, reduce downtime and improve productivity. Many of the best practices are related to the programming of the automated welding system. Oftentimes, cables fail because they were set up to fail — the system is asking too much of the cable. Make sure the robot doesn’t articulate too far in either direction, to avoid placing excess stress on the cable, whether it is a conventional or through-arm robotic gun. It’s also important to limit the movements of axis five (bending) and axis six (rotation) to help extend cable life. The joints of the robot get smaller as they move from the base to the wrist. Use the larger joints nearer to the base as much as possible and rely on the smaller joints only when necessary to reach the weldment. In addition, employ a cable management system when using a conventional gun to ensure there isn’t too much slack in the cable. With too much slack, the cable will rub on anything around it and possibly catch on fixturing. When a robot moves at production speed, it can break the cable or fixture. Cable management systems can take the form of a recoil with an adjustment knob and pulley that allows the maintenance personnel or welding operator to adjust the position (length) and tension of the power cable. When using a through-arm gun, choose a rotating power cable connection to reduce the stress on the system. Conventional style unicables typically come with a crimped or solid connection, which limits rotational capabilities and produces torsional stress on the cable. Unlike conventional unicables, a power cable that incorporates a rotating power connection allows for stress-free rotation — and can ensure a longer cable life. Without the right equipment — and proper system programming — downtime can cost significant time and money in robotic welding applications. Take care upfront to choose the right equipment, including the gun and power cable, to save time and money in the long run and keep the operation running smoothly.
MIG Welding Consumables Reduce Wire Feeding Issues and Downtime
MIG Welding Consumables Reduce Wire Feeding Issues and Downtime

The cost of poor consumable performance
Error-proof liner replacement

Optimize wire feeding

Maximize performance and life
Reduce wire-feeding and weld quality issues
Robotic Welding: Troubleshooting FAQs
Robotic Welding: Troubleshooting FAQs

Q: What are causes of poor consumable performance?
Q: What causes poor wire feeding?

Q: Why is the cable prematurely failing?
Proper cable length is also important. A cable that is too short or too long can be stretched beyond capacity or be prone to kinking.Q: Why is there a problem with tool center point (TCP)?
Q: How do I fix poorly performing peripherals?

Correcting common problems
Taylor Forklift Operation Reduces Downtime, Costs with Bernard
Taylor Forklift Operation Reduces Downtime, Costs with Bernard


According to Taylor, sometimes it takes trying a new technology to realize what you’ve been missing. That was the case with the Bernard products — the manufacturers of the Big Red material handling machines had a business epiphany.

Helping Taylor Machine Works serve customers
All the advantages found by using Bernard semi-automatic MIG guns and Centerfire consumables align perfectly with Taylor’s commitment to quality and meeting the customer needs. And the reliability of the products fits well with the company’s slogan: “Depend on Red.”7 Tips for Implementing a Robotic Welding Cell
7 Tips for Implementing a Robotic Welding Cell

Tip No. 1: Use proper weld settings
Tip No. 2: Choose the right wire

Tip No. 3: Consider the gun and consumables
Tip No. 4: Reduce cable wear

Tip No. 5: Establish TCP

Tip No. 6: Program the robot path
Tip No. 7: Ensure proper fit-up
Closing
MIG Welding FAQs Answered
MIG Welding FAQs Answered
1. What drive roll should I use, and how do I set the tension?

2. How do I get the best results from my MIG welding wire?
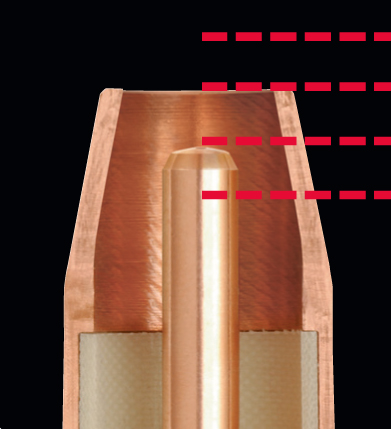
3. What contact recess should I use?
4. What shielding gas is best for my MIG welding wire?
5. What is the best way to control my weld puddle?
Self-Shielded Flux-Cored Welding: Choosing Your Gun
Self-Shielded Flux-Cored Welding: Choosing Your Gun
Considering self-shielded flux-cored welding

Self-shielded flux-cored gun options

Proper maintenance, cleaning and technique
Optimizing self-shielded flux-cored welding
5 Common Failures in Robotic Welding and How to Prevent Them
5 Common Failures in Robotic Welding and How to Prevent Them

Failure No. 1: Burnback and contact tip wear
Failure No. 2: Broken cutter blades in the reamer

Failure No. 3: Loss of tool center point
Failure No. 4: Broken discs

Failure No. 5: Incorrect tool path
Maintenance is key
Anti-Spatter Sprayer: How to See the Best Results
Anti-Spatter Sprayer: How to See the Best Results

Follow these best practices for anti-spatter liquid usage
The spray containment unit also collects anti-spatter liquid runoff so it can be easily drained into a container and disposed of in accordance with federal, state and local environmental control regulations. Anti-spatter liquid cannot be reused.
Learn more about anti-spatter liquid and available accessories.
This article is the third in a three-part series focused on the use and benefits of anti-spatter liquid. Read article one, Spatter in Welding: Should You Consider Anti-Spatter Liquid? and article two, How to Select and Use Anti-Spatter Liquid.How to Select and Use Anti-Spatter Liquid
How to Select and Use Anti-Spatter Liquid

• Easy cleanup and no residue
• Compatibility with the nozzle cleaning station or reamer being usedSafety Tips
Consider these tips:Spatter in Welding: Should You Consider Anti-Spatter Liquid?
Spatter in Welding: Should You Consider Anti-Spatter Liquid?
What is anti-spatter liquid?
• Lowers cost for consumable inventory and management
• Reduces operating costs by improving weld quality and lowering reworkDoes my operation need to use anti-spatter liquid?
New HDP Contact Tips Provide Robotic Pulsed MIG Welding Benefits
New HDP Contact Tips Provide Robotic Pulsed MIG Welding Benefits

Demands of GMAW-P

Contact tip advancements
Significant productivity gains

Additional benefits
Return on investment
Be sure to look at the big picture in terms of productivity and efficiency improvements for the entire operation.Improve productivity and efficiency
Ethernet vs. Standard Reamer: Making the Selection
Ethernet vs Standard Reamer: Making the Selection

Standard versus Ethernet

A standard reamer features inputs and outputs that are plugged into a Program Logic Controller (PLC), including the inputs that control the nozzle clamping, cutter actions and anti-spatter spray process.Robotic reamer accessories
Extra: Reamer maintenance
7 MIG Welding Mistakes and How to Avoid Them
7 MIG Welding Mistakes and How to Avoid Them

No. 1: Improper liner length
No. 2: Overheated consumables

No. 3: A bad ground

No. 4: Improper voltage or wire feed speed
No. 5: Poor cable management
No. 6: Selecting the wrong gun

No. 7: Drive roll issues
Proper maintenance is also key
What MIG Gun Neck is Right for You?
What MIG Gun Neck is Right for You?

Feeling the heat
Standard necks

Flex necks

Specialty necks
Final thoughts
Fume Extraction Gun: Features and Techniques to Improve Performance
Fume Extraction Gun: Features and Techniques to Improve Performance

Fume extraction gun options
Features to consider

Fume extraction gun best practices
Getting results
Steps for Proper MIG Gun Liner Installation
Steps for Proper MIG Gun Liner Installation
Step-by-step installation

That way, once all of the consumables are back on at the front of the gun, the wire is already in the gun and ready to be pulled through.
Installing a front-loading QUICK LOAD Liner

1. Unravel the liner (which comes coiled) and stick the brass end — the end that goes into the receiver at the back of the gun — over the wire and through the neck.
2. Feed the liner through the front of the gun using short strokes, to avoid kinking the liner. The front-loading liner will click or snap into place once it hits the receiver in the power pin.
3. Once that is complete, put the liner gauge on top of the liner and follow the standard installation steps above.Installing a front-loading liner with the spring-loaded module

Retrofitting a gun
Proper liner installation can help optimize performance
Proper Ergonomics Improve Welding Productivity, Protect Welders
Proper Ergonomics Improve Welding Productivity, Protect Welders
By Jack Kester, senior VP, Marsh Risk Consulting and Andy Monk, product manager, Bernard

Welding-related musculoskeletal disorders
The risk factors

Ergonomic solutions

The keys to an effective ergonomics program
Reduce Downtime and Costs with Water-Cooled Robotic MIG Guns
Reduce Downtime and Costs with Water-Cooled Robotic MIG Guns

Understanding water-cooled robotic MIG guns
When to switch to a water-cooled robotic MIG gun
2. Excessive gun temperature (overheating)
3. Excessive cycle time (high duty cycle)Converting to a water-cooled robotic MIG gun
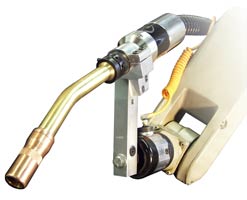
Maintenance and usage tips
Lower operating costs
Tips to Optimize the Robotic Weld Cell
Tips to Optimize the Robotic Weld Cell
Pre-engineered or custom welding cell?

Choosing the right gun and nozzle

Key considerations for proper layout
The right choices enhance productivity and quality
Managing MIG Guns and Consumables for Multiple Applications
Managing MIG Guns and Consumables for Multiple Applications

1. Standardize on a shorter power cable length across weld cells. As a rule of thumb, always use the MIG gun with the shortest power cable possible. A MIG gun with a longer power cable can cause welding operator discomfort since it is heavier, which can cost money and time if he or she has to stop to rest due to fatigue. Additionally, a shorter power cable minimizes the risks of kinks that could cause poor wire feeding and/or an erratic arc, and result in downtime to address birdnesting or rework.

Maintaining TCP: How Does Your Robotic MIG Gun Neck Factor In?
Maintaining TCP – How Does Your Robotic MIG Gun Neck Factor In?
The value of TCP
Air-cooled or water-cooled gun?

Getting the best performance
Optimize the system to ensure proper TCP
What to Know About Liners for Robotic Welding Guns
What to Know About Liners for Robotic Welding Guns

This article has been published as a web-exclusive on thefabricator.com. To read the entire story, please click here.
Choose the Right Power Cable to Reduce Downtime in Robotic Welding Applications
Choose the Right Power Cable to Reduce Downtime in Robotic Welding Applications
Conventional vs. through-arm guns

Choosing the right cable length
Key best practices

Reduce downtime with the right choice

![]()
![]()





















